

You must have come across various important products across various fields that have been made using titanium anodizing.
Here, we are going to take an in-depth analysis of the whole process. From benefits, types of anodizing technique to practical applications – this article will teach you how to anodize titanium.
Let’s dive right in:
What Is Titanium Anodizing
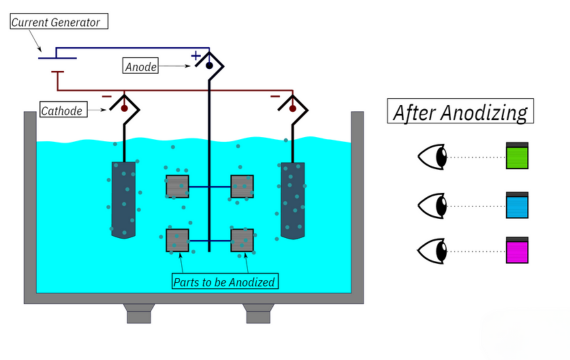
We can describe it as an electromechanical that improves the inherent oxide layer found on titanium. The processes involves making the oxide layer thicker by passing an electrical current through it while immersed in an electrolyte solution.
At the end of it all, you achieve titanium with a hardened surface combined with more resistance to corrosion. Metal anodizing process offers better corrosion resistance compared to other surface treatment processes.
Benefits of Titanium Anodizing
Titanium anodizing may seem a bit complex but the benefits that come with it are quite incredible. Some of these significant gains include:
- Enhanced Corrosion Resistance: this process ensures the creation of an outer oxide layer with a density that is higher than the base material. This gives the anodized titanium better protection against corrosion even in harsh environments.
- Increased Durability: since a layer of titanium oxide is placed on the outermost layer of the titanium, its durability is increased. The resistance of the titanium to scratches and wear is improved.
- Aesthetic Appeal: to create a visual appeal of your titanium, you will not require the use of dyes or paints. You can create a variety of colors using this process, especially with jewelry or decorative parts.
- Biocompatibility: you can comfortably use this process to manufacture medical-grade devices made of titanium. This is because it is non-toxic and very biocompatible.
- Improved Adhesion: This feature is mostly applicable in various industrial setups. Titanium anodized surfaces normally offer better adhering to many coatings and adhesives.
Types of Titanium Anodizing
We have several ways that we can carry out titanium anodizing based on the application requirements. Let us take a deep dig into some of these types:
1. Chromic Acid Anodizing (Type 1)
Also known as chromate anodizing (CA), it employs chromic acid as its electrolyte because of it milder nature compared to sulfuric acid. This enables you to achieve a thinner oxide layer as opposed to other anodizing methods.

Some of its benefits include:
- Provides excellent resistance to corrosion suitable for applications in harsh conditions
- The thin oxide layer provides better adhesion to other coats of paint and other materials
- The thin oxide layer provides minimal dimensional change that is suitable for close-fitting parts.
We mostly apply it for automotive parts that require flatness and polished surfaces as crucial parameters in addition to corrosion resistance. Additionally, we can use them on pipes, tubes, and other parts requiring bio-compatibility and resistance to corrosion.
2. Sulfuric Acid Anodizing (Type 2)
The type of electrolyte used in this type of titanium anodizing is usually sulfuric acid.
It is arguably the most frequently used anodizing method and results in the formation of a layer of oxide thicker than chromic anodizing.

Notable benefits of this anodizing method include:
- It produces durable components due to the slow anodizing process that yields a much more uniform and thicker oxide layer.
- It provides better resistance to corrosion compared to chromic anodizing
- It is more affordable with a wide prevalence in very many industry applications
It is mainly applied to car components that require both extra wear resistance and rust prevention. Marine equipment also requires sulfuric anodizing to shield them against any seawater damage.
3. Color Anodizing (Type 3)
We can also refer to it as decorative anodizing and it involves using varying voltages to create diverse colors not achievable with normal voltage.
This color is provided by the depth of the oxide layer that is developed on the titanium part.
Benefits of this method include:
- It gives you an aesthetic variety with a wide range of bright colors
- Durability is enhanced by preserving the hardness and corrosion properties of the anodized titanium
- The colors are non-toxic since they are developed using non-hazardous content
It is best suited for fashion accessories and ornaments that require color for visual appeal. We also apply it various electronics and bike accessories that require a visual appeal that goes well titanium’s toughness.
4. Hard Anodizing
This is a combination of both high voltages and low temperatures for anodizing that obtain a very thick and hard oxide layer on the titanium surface.
We mostly use it when we want a titanium part having the highest possible hardness.
It is advantageous in the following ways:
- Its very high yield point results in a very hard surface that is wear-resistant
- The thick oxide layer provides additional resistance to corrosion
- The parts are very durable
We use this method for industrial machinery components and aerospace parts that are exposed to high wear rates. It is also best for applications that require high surface hardness.
5. Electrolytic Coloring
This process uses a secondary electrolytic procedure that deposits metal ions on the anodized titanium surface.
It is interesting to note that this process of using waveforms can also produce more set of colors and shades than color anodizing.

The benefits of this method include:
- It provides you with a variety of colors
- It enhances some titanium properties such as reflectivity and anti-corrosion properties
We mostly apply it for artistic and decorative uses. This includes luxurious products that have a distinct aesthetic appearance.
6. Plasma Electrolytic Oxidation (PEO)
This is a recently developed anodizing method that applies high voltages to produce plasma discharges inside the electrolytic bath.
The impact is the formation of dense titanium dioxide film with a ceramic like appearance.
Advantages of this method include:
- It creates a very strong and durable surface hardness
- The thermal insulation of the titanium is improved
- The ceramic-like layer enhances chemical resistance making the titanium piece chemically stable
We use it for components that require high performance levels corrosion resistance and durability.
They include automotive, aerospace, and defense industries as well as surgical implants with body-compatible coatings.
Materials Needed For Titanium Anodizing
When anodizing titanium, you will require several basic materials and equipment for the process to be fully efficient. Let’s dive straight into some of them:
- Titanium Workpiece: this is the object you will anodize and has to be either pure titanium or a titanium-based alloy. The whole point of this process is to improve its surface characteristics.
- Electrolytic Solution: the most electrolyte used is sulfuric acid although phosphoric acid or a combination of other acids can also be used. This solution assists in the electrochemical process that produces an oxide layer on the surface of titanium.
- Power Supply: this should be a direct current (DC), and capable of variations to set the required current and voltage. In most cases, this ranges between 0-120 volts depending on your thickness requirements and color.
- Anode And Cathode: these are the positive and negative terminals of the power supply with the titanium piece joined to the anode (+). The cathode (-) is connected to stainless steel and the whole setup creates the physical layout required for the electrochemical reaction to occur.
- Electrolytic Bath Container: this is usually made of plastic or any other material that does not conduct electricity and is chemically resistant. It supports the electrolyte solution and the electrodes during the anodizing process and therefore should be large enough.
- Cleaning Agents: these include detergents and acetone used to clean the titanium workpiece before anodizing. They ensure that the surface has no traces of oil, grease, or any other substance that may hinder the anodizing process.
Process Of Titanium Anodizing
Before embarking on titanium anodizing, you need to have a clear understanding of each step involved in the whole process. Let us analyze each of these steps:
Step 1: Preparing the Titanium Surface
Titanium may contain a lot impurities and contaminants that may hinder the process, remove them by cleaning with a degreaser. Rinse the workpiece with distilled water and in the event an existing oxide layer, etch it with acid to achieve a uniform surface.
Step 2: Setup For Anodizing
Be sure to have the correct concentration of electrolyte solution ready in an appropriate vessel that is non-conductive and can withstand the acid. Bring the titanium workpiece in contact with the anode (positive terminal) and cathode and submerge them ensuring that they do not come into contact with each other.
Step 3: Anodizing Process
Switch on the power supply and gradually adjust the voltage based on your anodizing method and color requirements. Maintain that voltage for a particular duration to enable the development of an oxide layer.
Keenly monitor the process and if you are doing color anodizing, ensure the voltage is modified to the specific color requirements. You can occasionally stir the electrolyte to prevent the clustering of gas bubbles.
Step 4: Rinsing and Drying
After anodizing, carefully take out your titanium workpiece from the electrolyte bath and give it an extensive rinse using distilled water. This eliminates any remaining residue that may impact the oxide coat. You can either use compressed air to dry it or leave it in open air for the same.
Step 5: Sealing
This stage is optional and it involves placing your workpiece inside a sealing bath having either hot water or sealing agents. Leaving it in the solution allows the oxide layer to properly harden. This step improves the surface characteristics and depth of anodizing that you have done on the titanium.
Step 6: Inspection And Quality Control
You can examine your anodized workpiece under adequate illumination to scrutinize for any irregularities. Much of the anodizing quality is confirmed during inspection to ensure that it has met the required standards.
Titanium Anodizing Vs. Aluminum Anodizing
The main aim of both these processes is to enhance the properties of aluminum and titanium metals. In as much as they may seem similar, they differ in some aspects that we are going to look at in brief:
- Oxide Layer: the build-up of this layer in titanium is in the form of titanium dioxide. On the other hand, the layer is formed on aluminum as aluminum oxide.
- Colors: the difference here is the shades of color you can achieve between the two. You need dyes to achieve color in aluminum anodizing while titanium anodizing gives you endless choices of color shades without dyes.

Why Anodized Titanium Changes Color
The alterations in the color of titanium after anodization are majorly as a result of the creation of a thin layer of oxide on its outer surface.
How thick the oxide layer is heavily reliant on the intensity of the voltage applied during anodizing.
The voltage strength causes light waves to have different interferences with each other on the titanium surface. We refer to it as thin-film interference and is what generates the different shades of color depending on specific oxide layers.
When you apply higher voltages during anodizing, the result is thicker oxide layers with a deeper variety of colors. You can achieve these without applying any form of dye.
Limitations of Titanium Anodizing
Just like any other electrochemical process, titanium anodizing comes with its fair share of limitations. We can briefly list them down as:
- It tends to be a bit more costly relatively compared to anodizing other metals and their alloys
- There is limited control over the thickness of the oxide layer that can be formed on titanium surface
- If there were defects during anodizing, they will be manifested during surface finishing in a magnified way.
- The electrical conductivity of titanium is greatly hampered by the oxide layer formed.
Applications Of Anodized Titanium
Anodized titanium finds its application in various fields across various industries. We can have a general overview of some of these including:
- It is used in the manufacture of surgical implants and instruments widely used in the medical industry. This is due to their resistance to corrosion and the fact that they are biocompatible.
- Aerospace components require anodized titanium that is durable, corrosion-resistant, and very light in weight.
- Color anodizing produces jewelry having bright colorations that have an aesthetic appeal
- It produces sports equipment that is very tough but light to carry such as bicycles
- It can be used to manufacture automotive performance parts and car ornamental accessories with different aesthetic color shades.
Conclusion
It is quite evident that titanium anodizing is a very important process that serves to strengthen the properties of the metal. With the improvement of properties such as endurance to corrosion and toughness, it brings out the full potential of titanium.
More resources:
Brass Anodizing – Source: KDM
Aluminum Anodizing – Source: KDM

