


Sheet metal fabrication is a complex process that involves several important steps, welding being one of them.
This article is going to give all the important details in sheet metal welding process.
What Is Sheet Metal Welding?
Welding of sheet metal is a metal joining technique where you fuse two or more workpieces together using pressure, heat or both.
Sheet metal welding allows you to join metal pieces to desired specifications and shapes. Being a lot thinner compared to other materials, thin sheet metal welding techniques employ a totally different approach.

welded sheet metal
Difference Between Weld Flux And Filler Metal In Sheet Metal Welding

flux welding process in sheet metal welding
The table below highlights the differences between weld flux vs. filler metal in welding sheet metal.
| Weld Flux | Filler Metal |
| Flux material is a chemical purifying, cleaning, or flowing agent used to encourage fusion of parts in sheet metal welding. The main role of weld flux is to hinder oxidation of the filler and base materials during welding. | A filler metal describes a substance that melts when heated to flow and form a weld joint between the two metal workpieces. Generally, it is an alloyed metal having specific flow and welding properties. |
| Comes in a solid or solution form that is almost inert at average room temperature. However, weld flux may be extremely reducing when you expose it to elevated temperatures to inhibit formation of metal oxide. | Filler metal come in solid or paste form (such as rings, wire, washers, powder, or slugs). First, you atomize the fusion filler metals into powder then blend with weld flux to a paste mixture. |
| Flux enables wetting of the molten metal by dissolving the metal surface oxides. It also acts as an oxygen barrier thus minimizing oxidation.
| Using filler metal helps you form a weld joint that satisfies service requirements like mechanical strength and corrosion resistance. Metal welding operations use or consume the material until it forms part of the produced weld. |
Some of the flux materials used in welding of sheet metal include:
| The common types of filler metals used in sheet metal welding include:
|
More Resources:
Methods Of Welding Sheet Metal
There are a variety of sheet metal welding techniques. However, the methods fall into two general categories namely, fusion welding and solid-state welding.
Choice of the right sheet metal welding process relies on the sheet metal material type and conditions in which you will use the fabricated part.
Let’s now look at the two main sheet metal welding types in details.
Fusion Welding
Fusion welding is a metal joining process that applies heat to fuse two or more workpieces together.
It heats the base metals to their melting temperature, thereby creating a coalescence between the parts.
You may or may not need a filler material during fusion welding of thin sheet metal. Furthermore, this method of welding does not require you to exert external pressure, save for resistance welding technique.
Fusion welding happens when the molten base metals fuse with the molten filler material. You can apply the heat for melting the materials to the bonding zone or develop externally at the preferred weld point.
There are many subcategories of fusion welding method that you can further classify on the basis of heat source.
More Resources:
Arc Welding
This is among the preferred fusion welding techniques that bonds two or more sheet metal parts utilizing an electric arc.
Arc welding is perfect for joining hard sheet metals because the electric arc can produce heat of up to 3,000 degrees Celsius.
Furthermore, arc welding is equally ideal for offshore applications as it allows you to conduct underwater fusion welding of sheet metal. The common arc welding methods include:
- Gas Metal Arc Welding (GMAW)
- Shielded Metal Arc Welding (SMAW)
- Submerged Arc Welding (SAW)
- Tungsten Inert Gas (TIG) welding
- Electro-Slag Welding (ESW)
- Flux Cored Arc Welding (FCAW)
- Arc Stud Welding (SW)
- Electro-Gas Welding (EGW)
- Atomic Hydrogen Welding (AHW)
- Carbon Arc Welding (CAW)
Gas Welding
Gas welding constitutes all the thin sheet metal welding techniques that use a combination of gases to produce a hot flame.
The method requires shielding gases to guard the welding zone from atmospheric gases like oxygen and nitrogen that can cause welding defects.
The common gas metal arc welding solutions include:
- Air-Acetylene Welding (AAW)
- Oxy-Acetylene Welding (OAW)
- Oxy-Hydrogen Welding (OHW)
- Pressure Gas Welding (PGW)
Resistance Welding
In this sheet metal welding type, you generate heat by flowing current across the resistance due to contact between the two metal surfaces.
It forms small pools of melted metal at the weld zone as you pass high current (1,000 to 100,000 A) across the metal.
You need to maintain considerable contact pressure during welding to achieve a good weld joint.
Generally, resistance sheet metal welding methods are effective and lead to minimal pollution.
However, they have limited applications and the cost of equipment can be high. Some of the popularly used resistance sheet metal welding types include:
- Resistance Spot Welding (RSW)
- Resistance Seam Welding (RSEW)
- Projection Welding (PW)
- Percussion Welding (PEW)
- Flash Welding (FW)
- Upset Welding (UW)
Intense Energy Welding
Energy beam welding techniques are comparatively new procedures that find wide use in high production applications.
The two forms of energy beam welding of thin sheet metal are:
- Electron Beam Welding (EBW)
- Laser Beam Welding (LBW)
The two sheet metal welding techniques are fairly similar, differing primarily in their power source.
Electron beam welding employs an electron beam and is done within a vacuum, while laser beam welding applies highly concentrated laser beam.
Both exhibit an exceptionally high energy density, which facilitates deep weld penetration and reduces the size of weld area.
The two welding methods are highly productive because of their extremely fast nature and ease of automation.
Very high cost of equipment and vulnerability to thermal cracking are the main disadvantages of intense energy welding of thin sheet metal.
Advantages of Fusion Welding of Sheet Metal
- Joint design and edge preparation are not mandatory as these operations will only influence attainable penetration.
- The simplicity of applying filler material allows you to fill large spaces.
- Primary shape of sheet metal part does not matter since it is not necessary to exert external pressure.
- Allows for effortless fusing together of greater than two metal workpieces.
- The best sheet metal welding method for industrial application since it is a fast and uncomplicated process.

fusion welding process
Disadvantages of Fusion Welding of Sheet Metal
- Tough to bond dissimilar sheet metals if they have varying thermal expansion coefficients and melting points.
- Extreme heating may seriously impact the mechanical features of the base materials.
- Melting and solidification may result in residual stress and distortion
- Heat affected zone (HAZ) develops a weak spot on the welded materials.
Solid-state Welding
Solid-state welding describes a metal joining technique where you melt the faying surfaces of base materials.
Different from fusion welding, this sheet metal welding process does not require application of heat.
But, you will need to apply pressure to achieve a sound weld joint and hence it also known as pressure welding process.
It is important noting that sometimes there is need to heat the base material to a raised temperature when joining through solid-state welding.

solid state welding
Nonetheless, the temperature normally remains below melting point.
There are many different types of solid-state welding methods including:
- Cold Welding (CW)
- Forge Welding (FOW)
- Roll Welding (ROW)
- Friction Stir Welding (FSW)
- Pressure Welding (PW)
- Friction Welding (FRW)
- Diffusion Welding (DFW)
Advantages of Solid-state Welding
- There is no melting of faying surfaces of base metals to form a weld joint.
- The sheet metals you are joining maintain their original properties.
- The process lacks heat affected zone issues experienced when you melt the base metals.
- Materials maintain their metallurgical purity
- Allows you to join dissimilar sheet metal materials
- There is no change of state of the base materials.
- You can perform solid-state welding of sheet metal under different temperatures and stresses.
- The weldment does not have microstructure defects.
- Does not require the use of shielding gas, weld fluxes, and filler materials.
- Provides attractive weld appearance
Disadvantages of Solid-state Welding
- Requires surface preparation before the welding process
- Has limited joint design
- May require complex and costly welding equipment.
- Solid-state welding allows limited room for non-destructive inspection.
Difference Between Fusion Welding Vs Solid-State Welding
The table below highlights the main differences between solid-state welding and fusion welding:
| Fusion Welding | Solid-state Welding |
| The faying surfaces of base metals get fused together to create coalescence during sheet metal welding. | There is not such melting in this technique. Nonetheless, you may heat the base metals to elevated temperatures minus melting. |
| Heat application is necessary during the sheet metal welding process. You can apply heat using several mechanisms including, laser beam, resistance heating, fuse-gas flame, and electric arc among other means. | Does not require any heat source, but you can apply pressure externally for sheet metal melding. |
| May or may not use filler material. | Requires no filler material. |
| The intense heat seriously impacts the metallurgical and mechanical characteristics of the base materials. | Mechanical attributes of the parent materials remain unchanged. However, at times minor alterations might happen. |
| In fusion welding, the filler material can be applied easily. | In solid state welding, no filler material is applied. |
| Welding of sheet metals that are dissimilar can be a challenging operation. The process becomes more difficult when the materials have different coefficients of thermal expansion. | Welding of thin sheet metals of differing metals is relatively easier. This is due to the fact that solid-state welding does not entail melting and solidification. |
| There are recognizable heat affected zone (HAZ) around the weld bead due to extreme heating. | HAZ is often not recognizable. However, there may be a narrow HAZ in some instances. |
| Edge preparation and joint design are not essential. These parameters primarily affect attainable penetration. | Joint design, surface and edge preparation are vital in solid state welding of sheet metal. This is because the operation requires distinct mating surfaces. |
| Distortion level is extremely high due to the excess heat application per unit area. | Produces minimal weld distortion since there is no application of heat. |
Useful Approaches When Welding Sheet Metal
You need to apply specific thin sheet metal welding techniques and follow certain sheet metal welding standards to attain a proper weldment.
With consistent practice and experience you will master the right way of welding sheet metal.
Correct welding ensures that there is no warping and/or burn-through on the material you are fabricating.
One approach to achieve this is to always employ the fastest travel speed practical and always do the welding in linear pattern.
Doing this will make you maintain an excellent weld bead profile.
To prevent occurrence of burn-through, you can apply the push technique of the welding gun. This implies aiming the wire toward the cooler sections of the base metal and weld pool.
When you pull the gun, the wire will move toward the hotter regions of the weld pool. This can accordingly increase the possibility of burn-through.
Here are some additional useful approaches you can apply during sheet metal welding process:
Skip Welding
There will be warping or distortion of the sheet metal if you disperse heat on it unevenly.
This will cause additional problems for metal pieces that should fit together firmly.
To avoid this, make sure that there is even distribution of heat on the workpieces.

skip welding technique
Skip welding of sheet metal is the ideal technique in this case since it enables you to create a sequence of stitch welds.
Doing this makes sure that there is no concentration of excessive heat in one spot.
Backing Bars
Having chill or backing bars attached to the heat-affected areas is another faster heat dissipation technique than employing atmospheric cooling only.
You can easily do this by placing and clamping a plain metal bar to the weldment.
The preferred metals are aluminum or copper because they have the capability to promote faster heat dissipation.
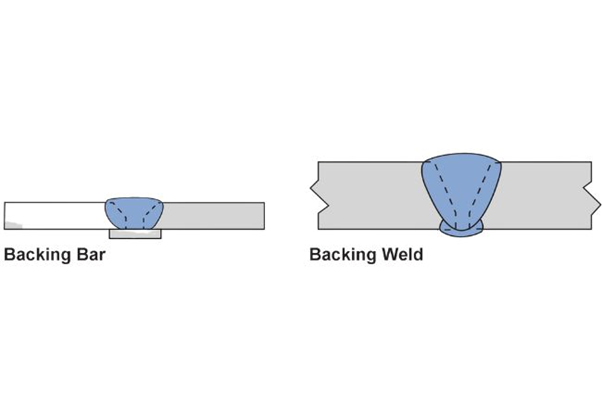
backing bar illustration
Fit-up and Joint Designing
Sheet metal welding process requires very tight fit-ups. For instance, you may need to create a butt weld on thin metal yet the parts cannot contact each other.
You will have to form a gap that will not be able to absorb enough heat during welding.
So, to avoid any issues, apply the sheet metal welding trick of cut once, measure twice. However, you can as well redesign the metal panel by utilizing joints that have the ability to absorb more heat.
Additionally, you can use a plug weld in areas that do not really require solid weld bead.
How To Prevent Burn Through In Welding Sheet Metal
Burn-through takes place when the welding electrode probes deep enough to get to the weld root.
Essentially, you mistakenly melt the whole base metal thickness. This is the reason why we also refer to it as melt-through.
Consequently, the burn-through is seen as a hole on the final weld joint. Often, this defect occurs precisely on the weld joint or close to it.
Burn-through in welding can adversely reduce weld joint strength. Fundamentally, you understand that a break in any weld causes it to be weak.
Therefore, holes and gaps become spots with a high likelihood of deforming or cracking under load.
Moreover, burn-through also compromises the aesthetics of sheet metal weld.
This might not be a performance specification, but appearance is a concern to most people.
For that matter, here are 10 sheet metal welding tips and tricks how to prevent burn through:
- Use lower level of current: Reduce the current setting for lesser heat input.
- Weld faster: Make an effort to finish passes as fast as possible to minimize possibility of burn-through.
- Refrain from over-grinding the margins of the base metal: Make sure to spare some material at the base so it is able to sustain the high sheet metal welding temperatures.
- Clean surfaces before welding: Clean the entire welding surfaces using a grinder or metal brush to remove dirt/rust, surface layers, coatings, or any contamination.
- Maintain a modest arc length: Retain it consistent at the preferred length (equivalent to the electrode diameter). Any value under or over, and you begin to notice burn-through.
- Employ a shallow travel angle: Ensure that you do not hold the welding electrode vertical during sheet metal welding.
Maintain the right inclination for the whole weld joint. - Push, do not Pull: Try reversing the travel direction while maintaining the electrode inclination if you notice burn-through whilst dragging.
This transfers deposition of heat to the bead instead of the base metal. - Avoid unnecessary patterns: Weaving and stringers might appear attractive, but a linear pass is perfect for preventing burn-through in welding of sheet metal.
- Consider mild thin sheet metal welding types: Employ low-intensity methods such as TIG or MIG if possible.
- Verify equipment settings before welding: Assess all settings prior to commencing the sheet metal welding process to minimize the effects that flaws will cause.
Burn-through in welding depends on many parameters. It might be as a result of bad variables such as travel speed and high current.
In certain instances, negligence in weld joint preparation may be the reason.
Therefore, burn-through is a welding problem you cannot avoid entirely. All you need to do is being cautious and practice extensively.
Methods Of Controlling Distortion In Welding Of Sheet Metal
At times, distortion can occur during sheet metal welding due to the material thickness.
To reduce weld distortion, you should address the design and welding process parameters.
Therefore, here are some of the suggested tips to minimize weld distortion:
- Weld Sizing: By properly sizing a weld, you will not only reduce distortion but equally save on weld material and time.
- Intermittent Welding: Make breaks rather than one long weld.
- Fewer Weld Passes: Try making less weld passes since the more weld passes you make, the higher the possibility of material shrinkage.
- Welding Placement: You need to weld close to the center or neutral axis of the sheet metal.
Ensuring this reduces distortion by giving the shrinkage forces less leverage to make the plates go out of alignment. - Backset Welding: Sheet metal welding should be done from left to right. Place each weld joint from left to right instead of the opposite direction.
- Preset Parts: Shrinkage can work to your advantage when you preset sheet metal pieces before welding.
You can determine the needed amount of preset after a couple of weld trials. - Use Clamps: This is the common techniques of controlling weld distortion in small components and assemblies. Fixtures, clamps and jigs help in locking the parts in the required position.
They hold them in position until you complete the sheet metal welding operation. - Thermal Stress Relief: With this approach, you ensure controlled weldment heating followed by controlled cooling.
- Minimize Welding Time: There are higher possibilities of distortion when you take much time to weld a sheet metal panel. For that matter, try shortening the weld time.
- Peening: When you peen the weld bead, it stretches it thereby relieving the residual stresses. Nonetheless, you must exercise outmost care when applying peening technique.
Sheet Metal Welding Tips You Should Know
There is no definitive approach of thin sheet metal welding. However, there are a number of ways that you can do it successfully.
Experience comes in handy in this operation but you equally need to understand the fundamentals of welding thin sheet metals.
Heat is the main parameter to control during welding of thinner metal materials. You need to adjust it correctly in order to achieve a perfect weld.
Using excessive heat can result in burn-through. Nevertheless, thicker materials will need you to adjust the power based on the type of metal you are welding.
Excess heat may also cause warping.
Therefore, you should adjust the power accordingly to ensure that the weld has adequate mechanical strength for its intended application.
For that matter, let’s look at some of the key sheet metal welding tips and tricks that you should be keen on:
- Process Selection: Carefully consider the technique to apply to avoid the typical issues that emerge when welding.
Use precision thin sheet metal welding techniques such as GMAW-P, GTAW, pulsed GTAW, and short-circuiting transfer GMAW. - Smaller Diameter Wire: Use wire feed with smaller diameter.
You will require less heat to melt smaller wires, which ultimately minimizes the heat generated on the overall material surface.
Smaller diameter wires also facilitate better control and higher possibility of recovering from errors. - Maintain Clean Work Area: Clean the patch panel or welding area, particularly when working with aluminum.
- Power Sources: Always select a welding machine having a reliable voltage control. This leads to good arc starts and steadiness.
Sheet Metal Welding FAQs
What Are The Basic Sheet Metal Welding Tools You Must Have?
The following are the useful welding tools and equipment you must have to ensure safe and efficient sheet metal welding process:
- Welding helmet
- Sheet metal welding rods
- Welding gloves
- Angle grinder
- Metal brush
- Welding framing jig
- Chipping hammer
- Welding magnets
- Sheet metal gauge
- C clamp
- Welding torch
Which Are The Metal Types You Can Use In Sheet Metal Welding?
We can perform a number of sheet metal welding types in terms of metal used including:
- Galvanized sheet
- Stainless steel sheet
- Carbon steel sheet
- Aluminum sheet
- Brass/Copper sheet
What Are The Main Parts Of Sheet Metal Welding Symbols?
Welding symbols are very essential during production of your sheet metal welding drawings. The act as a way of communication between the welder and designer.
Therefore, there must be sheet metal welding standards regarding information representation on your welding drawings that should relays same message irrespective of person reading.

welding symbols for sheet metal
Therefore, the standard 8 components of weld symbol are:
- Arrows (Necessary)
- Reference lines (Necessary)
- Dimensions and other data
- Basic weld symbols
- Tails
- Supplementary symbols
- Finish symbols
- Other specifications
The graphic below shows the popular weld symbols used in sheet metal welding.

Conclusion
Do you need top-quality services on custom sheet metal welding? Or you lack the skills on how to weld sheet metal parts for your fabrication requirements?
KDM fabrication is here to help you. We provide some of the best solutions ranging from sheet metal laser cutting to custom sheet metal welding and related services

