


What Is Stainless Steel Welding
Stainless steel welding is the process of fabrication that fuses two or more stainless steel or with other metals to form a joint upon cooling. This process uses filler or consumables of similar composition as the base material to weld one workpiece to another.
Is Welding Stainless Steel Difficult
Welding stainless steel is not as easy as mild steel welding. You can weld stainless steel if you have some little knowledge, some practice, and the right equipment. It may still pose a challenge for inexperienced welders since it retains heat efficiently.
Excess heat application may cause the material to warp or distort during cooling. Stainless steel shows weld imperfection clearly. Also, there are different alloys used in welding stainless steel. You must understand the suitable filler material, settings, and shielding gas for each alloy used. It makes most people see it as a complicated process and best left to advanced welders.


Metals You Can Weld To Stainless Steel
The risk and the decision to weld a metal with stainless steel must be acceptable for the specific application. Due to the varying melting points, filler materials are needed, its choice being very critical. Some metals that can be welded on stainless steel include
- Carbon steel –must be preheated before welding
- Low carbon mild steel – you should use the MIG welding process with a tri-mix shielding gas and ER309L filler wire.
- Galvanized steel – zinc is a health hazard and contaminates the weld bead.
- Cast iron
Types Of Stainless Steel For Welding
The difficulty in welding stainless steel varies depending on the grade of stainless steel. These grades include;
- Austenitic stainless steels – They have high carbon content and are prone to intergranular corrosion.
- Ferritic stainless steels – They are the easiest to weld stainless steel.
- Martensitic stainless steels – The carbon content in martensitic SS is higher than ferritic and austenitic.
- Duplex stainless steel – They are a hybrid of austenite and ferrite stainless steel.
- Precipitation hardening stainless steel – They form through intermetallic precipitation blocking dislocations within stainless steel.

Stainless Steel Welding Tips


i. Properly clean SS surfaces before welding.
ii. Wear the correct personal protective equipment (PPE)
iii. Keep the welding heat down. SS metals warp if exposed to excess heat.
iv. Avoid fillers with large diameters. Using thick filler rods or wire requires more heat.
v. Ensure the SS materials are properly fit up.It will reduce the number of fillers used and eliminate cases of filling gaps.
vi. Use designed filler material or electrode for each Stainless-steel alloy. Using regular MS fillers is possible. But you will be required to coat the bead to avoid corrosion. Using SS fillers that match the base material will help avoid such problems.
vii. Use the correct torch angle. Dragging electrodes allows the flux to rise above the weld pool and cove the bead. Flux-cored arc welding, a 10-degree angle of drag, will work well during welding. Stick welding, on the other hand, may need a steeper angle.
viii. Using the correct wire, stick out
ix. Observe the correct precautions for health and safety as required to ensure safety and avoid welding accidents.
x. TIG weld puddle; the weld puddle should be the same as the base metal thickness.
xi. Rate of deposition; each welding process has different rates of deposition.
You must practice well to understand the difference. FCAW with double shielding wire is the best setup for high deposition rates.
xii. Travel speed; moving too slowly results in excess heating. On the other hand, moving fast makes the weld very ropey and the weld bead too narrow.
xiii. Rust prevention; provide proper shielding gas blanket – reactive gasses can cause rusting. Properly clean your finished weld using a grinder, wire brush, pickling pastes, electrochemical cleaning, or abrasives. Keep the heat down- high heat corrupts the corrosion resistance of stainless steel
TIG Welding Stainless Steel


It is also known as Gas Tungsten Arc Welding (GTAW) or Wolfram Inert Gas (WIG). This is an inert gas welding method that uses a non-consumable tungsten electrode. The energy required to melt the metal is supplied through the electric arc. Besides, the arc is struck between tungsten or its other alloy electrodes and the SS workpiece and is maintained in an inert atmosphere.
SS materials are continuously welded in
- Direct Current Electrode Negative (DCEN) mode
- Direct Current Straight Polarity (DCSP) mode.
In this state, the metal is struck by electrons to allow penetration while the electrode undergoes some wear. The filler metal used is a coiled wire or a bare electrode that allows the welding process to be automatic. The inert gas in the process is helpful in:
- Protecting the welded arc area from oxidation air.
- Maintaining the stability of the arc
Benefits of TIG welding stainless steel include;
- Narrow fusion zone due to a concentrated source of heat
- Easy apprenticeship
- Minimum wear of electrodes
- Welds are sound and pore-free
- Welded product has good metallurgical properties due to precise penetration control.
- Small size welding pool and stable arc.
In addition to these, there is no spatter. Besides, there is also no requirement for flux, eliminating oxidation residues and simplifying the final cleaning procedures. Lastly, the thickness range of the standard workpiece ranges from 0.5 mm to 4.0 mm.
Resistance Welding Stainless Steel
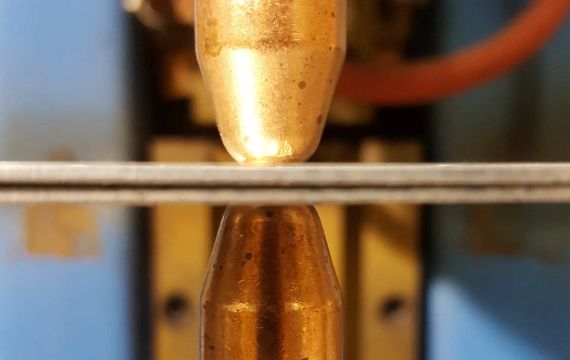
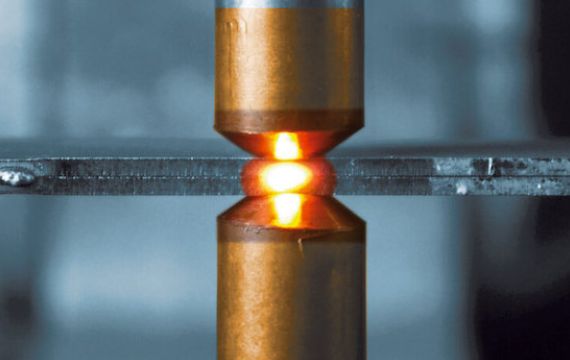
This is a welding process where the heat is obtained from the electrical resistance to heat the interfaces of components.
Resistance Spot Welding
It is especially suited for welding thin SS sheets. The resistance heating caused by the passing of current induces melting. Stages involved in RSW are;
- You position the sheets to be joined
- Lower the electrode on the upper side and apply the clamping force.
- Low voltage AC welding to produce heat energy
- Application of the forging force or additional clamping force
- Raise the upper electrode before going to the next cycle
Resistance Seam Welding
It uses the same operation principle as RSW though the process is continuous. The electrodes used are copper- alloy wheels with a drive system. Additionally, some of the advantages of resistance welding are;
- The resistance heating limits microstructure modification in the heat zone,
- There is virtually no oxidation if cooled correctly
- Minimal distortion in the sheets after welding
It is similar to GTAW. Constricting the arc plasma by the nozzle gives a high-energy plasma stream at higher temperatures. The plasma arc is formed between the SS workpiece and the electrode. Additionally, the large diameter shielding gas is used to protect the welding pool. PAW has various advantages over GTAW is that the arc is more stable, resulting in
- Rigid welded arcs for better input power controls
- Nozzle – workpiece distance has more tolerance
- Faulty preparation is highly tolerable
The thickness for plasma arc welding ranges from 0.1 mm to about 10 mm

It is also referred to as Gas Metal Arc Welding (GMAW). In this process, the continuously fed electrode on the workpiece produces an arc and welding heat. The electrode is consumable. Additionally, the struck arc is between the SS workpiece and the fusible electrode within the shielding gas. Normally, the process is characterized by;
- High current densities of the electrode
- High arc temperatures cause the speedy melting of electrodes.
- In the DCEP and DCRP methods of welding SS, the electrode is connected to the positive terminals
- Holding of the welding torch is, in most cases, done manually by the welder.
The thickness range is between 1.0 mm to 5.0 mm

It is a variant of the MIG welding process. Additionally, the electrode used has an SS sheath filled with solid flux. Also, the core of the electrode gives the deoxidizers and material for forming slag. Besides, in FCAW, self-shielded electrodes provide the shielding gas.
FCAW adds the benefits of MMA to high productivity due to possible core wire continuous feeding. The thickness ranges from 1.0 mm to 5.00 mm.

It is also called the Manual Metal Arc (MMA). Mostly, it is mainly used due to the flexibility and simplicity of the process. Additionally, it can use rutile (titania) electrodes for both AC and DC modes and base (lime) electrodes for DCEP mode. The standard thickness ranges are;
- 0 mm to 2.5 mm for single run processes
- 0 mm to 10.0 mm for the multiple-pass technique.
Stainless Steel Welding Application

In most companies, corrosive materials’ pipelines are laid using stainless steel pipes. These pipes require stainless steel welding methods to be employed in their welding.

Oil and gas are very corrosive to other metals. Stainless steels are the most suitable for use due to their corrosion resistance. They are also very durable.

Power companies have used stainless steel metals in the erection of electrical hanging lines.

Stainless steel welding is used for welding thin materials and sometimes unique materials such as titanium.

In the automotive industry, stainless is used to fabricate delicate parts that require light and strength. It is used for parts that handle corrosive mediums.
Welding Rod Used For Stainless Steel Welding

These electrodes are a filler rods covered with flux used in SMAW. It consists of a thick-covered core metal to protect the molten metal and stabilize the arc.

It is tube-like metal with flux in its core. Besides, the core acts as a deoxidizer and material for forming slag. Also, its core acts as shielding gas.

These are wires and electrodes used in arc welding of SS metals and other heat-resistant steels. Some examples of the different groups of stainless-steel electrodes used in welding are coated electrodes (E209, E219, E240, E308, E309, E310, E312,) wire electrodes (ER 209, ER219, ER240, ER308, ER309, ER321) or Flux-cored electrodes (E308TX-X, E312T-3, E308LTX-X, E310TX-X, E308MoLTX-X).
Stainless Steel Welding Machine And Equipment

It is essential for the production of reliable and solid SS welds.

Most welding machines come with a welding gun. It is best to upgrade the welding gun for better control and more specific work.

They are mostly used in projects that demand a lot of welding. Also, they can also be used when working in specialized facilities.

It protects the welding gun. Additionally, it allows welders to switch to different types of metal wires in specific welding works.

Choosing the appropriate welding rods is a prerequisite to proper welding.

The metal cleaning and scrapping brush help in the preparation of the workpieces.

It can be a combination of argon, helium, and carbon dioxide. Other stainless steel welding accessories include clamps, welding helmet, leather apron, sleeves, gloves, welding boots, MIG pliers and welding table.

Which Finishing Treatments Can You Apply After Welding Stainless Stee?
Some of the common finishing treatments may include;
Slag, Oxide, And Splatter Removal
- Slags can be removed by hammering. Considerations must be in place to avoid denting the surrounding metal surfaces
- Wet splatter and oxide films can be removed using SS wire brushes. Using other brushes might cause iron particle contamination leading to rusting and discoloration.
- Slags and splatter can also be removed by sandblasting.
Grinding
One must be careful during grinding not to cause overheating or discoloration associated with overheating.
Polishing
It involves using mesh abrasive to remove grinding marks. To prevent contamination, the tools used must be strictly put aside for SS works.
Pickling
Some welding results in colored oxides that must be removed to restore the passivity of the stainless steel. Some techniques used include;
- Pickling Baths
The welded workpiece is immersed in the pickling bath at 20 ⁰C from 15 minutes to 180 minutes. Besides, the temperature and time of immersion must be considered to avoid metal corrosion. Also, the workpiece should be rinsed in chloride-free water after the bath.
- Pickling Pastes And Gels
Pastes and gels allow for treatment along welded zones only. It is applied to the welded area and cleaned using a stainless-steel brush. The workpiece must be rinsed with water after pickling.
- Passivation
Pickling leaves the metal unprotected, and a new layer must be put in place to restore the corrosion resistance.
- Passivating Baths
The workpieces are immersed in the acid composition of 52% nitric acid and water. It is immersed from 15 minutes to about 60 minutes. After immersing in the passivating bath, the workpiece must be rinsed using clean water.
- Passivating gels and pastes
They are used along welded zones. A base product of nitric acid is spread on the welded surface. It is then removed using a stainless-steel brush then rinsed.
Related Resources: