


If you are in the metal fabrication industry, there are instances where you may need to consider various metal cutting technologies such as sheet metal laser cutting, or plasma cutting. However, when working on thick low-carbon steel or mild steel plates, you may find oxy-fuel cutting/welding your most economical production process.
1. Oxy-fuel Cutting Overview
1.1 What is Oxy-fuel Cutting?
Oxy-fuel cutting also known as torch cutting or flame cutting, is a thermal cutting process in which you use a controlled combination of oxygen with other fuel gas or gases to cut through certain metals.
If your fabrication involves welding, then you can also use the oxy-fuel for your welding process. You simply change the cutting tip with a welding head!
Oxy-fuel cutting is used in a wide range of manufacturing industries such as in the fabrication of machines, motor vehicles, and the production of metal structures.
The most commonly used oxy-fuel gas for both metal-cutting and welding is Acetylene gas.
You can undertake oxy-fuel cutting setup manually using a flaming torch, or with CNC oxy fuel cutting machine.
1.2 History of Oxyfuel Cutting
The adoption of oxyfuel cutting and welding technology began in the late 19th century and early 20th century.
In 1903 oxy-fuel cutting and welding machine was developed in France by Charles Picard and Edmond Fouché.
The two French engineers successfully built oxygen-acetylene welding equipment that was using a torch flame.
The heat produced by the torch could rise to 6,000°F. This temperature was enough to melt and join alloy steels and aluminum cutting metal for a wide range of industry applications.
Later in the mid-20th century, the adoption of electricity as the source of heat instead of flame made Arc Welding/Cutting gain popularity.
1.3 How Does Oxyfuel Cutting Work?

Before you begin your metal cutting or welding process, it is important that you first master the lighting, adjusting, and shutting down your oxyacetylene torch.
Remember that different cutting flame kits may require different procedures.
So, on how the flame-cutting generally works, you need to have a supply of oxygen in its designated cylinder, and another cylinder containing suitable fuel gas such as natural gas, acetylene, or other suitable fuel gas.
Gas from each cylinder passes through its respective hoses to the nozzle of a cutting torch and out to the cutting tip. The torch has valves allowing you to control either the flow of oxygen or the fuel gas depending on the material you are working on.
Now, with both the valves open, all the gas combinations coming out, and the torch tip pointing in a safe direction, all you need to do is ignite the flowing gas mixture. You can use either a torch striker or a pilot light. A high-temperature flame will instantly come to life!
You can then adjust the flame accordingly to suit your cutting/welding requirements.
As you direct the hot flame along the cutting marks on your metal material, the high-temperature flame heats the metal to its melting point.
A jet of oxygen facilitates the burning and oxidation of the molten metal leaving a narrow cut. So, it is this rapid chemical reaction(oxidation) that results in a cut being formed.
It is important that during the cutting process, you have your safety gears on and you are in a safe working environment. More on safety precautions and other tips later in this post.
How To Light, Set and Extinguish an Oxy-Fuel Torch Flame
1.4 Oxyfuel Cutting Features
Oxyfuel cutting boasts the following key features:
- Cut surfaces are clean, smooth, and free from slag
- Areas affected by heat during cutting are hardened
- Cut surfaces are well-oxidized to suit various applications.
- Cutting can be done on metal plates of different thicknesses
- The ability to drill holes through thick metals
1.5 Types of Oxyfuel (Acetylene) Cutting Flames
When your fabrication requires the use of different metals, you need to set different flames to attain the desired cutting or welding temperatures.
Here are the three main types of acetylene torch flames and their respective applications
1.5.1 Carburizing Torch Flame
Carburizing flame requires that your gas combination is set to deliver a high acetylene-to-oxygen ratio.
Application: You set a carburizing flame when you need to join a base metal with a weld metal without the need for deep melting. of the basic metal. It is, therefore, suitable for your soldering, brazing, or silver welding processes
1.5.2 Neutral Torch Flame
This is a torch flame with a 1:1 acetylene-oxygen ratio and is the most commonly used oxyfuel cutting and welding combination.
Application: Neutral flame will suit your wide range of fabrication processes such as welding, and silver soldering. It provides you with the flexibility you need when cutting or welding ferrous and non-ferrous metals.
1.5.3 Oxidizing Torch Flame
In an oxidizing flame, the cutting flame is fed by more oxygen than acetylene gas. The flame makes a distinct roaring sound and can attain a temperature of up to about 3,482°C (6300 °C F ). It is characterized by a small and sharply pointed shape.
Application: You set oxidizing flame when working on specialized fabrication processes such as steel cutting and welding oxy-fuel cutting crossword.
The flame is also used when you are working on copper, zinc, manganese steel, brass, cast iron, carbon steel, and other metal alloys
1.6 Oxyfuel Cutting Gas Characteristics
Your selection of the right type of oxyfuel cutting/welding gas should be based on your fabrication settings material as well as the following fuel gas characteristics:
- The maximum temperature of Oxyfuel flame – This is found at the top inner core of the torch flame and defines the hottest part of the cutting flame.
- Combustion Temperature: Refers to a combination of heat emanating from the inner core and the outer envelope of the ox-fuel cutting/welding flame
- Stoichiometric Ratio: This refers to the ratio of your fuel gas to flame-oxygen
Below is a table chart showing the characteristics of different oxyfuel cutting and welding gases:
| Type of Gas | Maximum Flame Temperature (From High to Low) | Oxygen To Fuel Gas Ration (V) | |
| °C | °F | ||
| Acetylene | 3,160 | 5,720 | 1.2:1 |
| MAPP | 2,976 | 5,389 | 3.3:1 |
| Propylene | 2,896 | 5,245 | 3.7:1 |
| Hydrogen | 2,856 | 5,173 | 0.42:1 |
| Propane | 2,828 | 5,122 | 4.3:1 |
| Natural Gas | 2,770 | 5,018 | 1.8:1 |
1.7 Oxyfuel Cutting Gas Types
There are 5 major types of gases that you can successfully use for your oxyfuel welding or cutting projects. These include: Acetylene, Natural Gas, Propane, Propylene, Hydrogen, and MAPP
Let’s find out the characteristics of each of the above flame-cutting gases…
There are 5 major types of gases that you can successfully use for your oxyfuel welding or cutting projects. These include: Acetylene, Natural Gas, Propane, Propylene, Hydrogen, and MAPP
Let’s find out the characteristics of each of the above flame-cutting gases…
1.7.1 Acetylene – C2H2
The use of acetylene gas in welding dates back to 1901 making it the oldest oxyfuel cutting gas.
With its high-heating temperature reaching up to 3,160°C, and superior flame speed, you will experience a much faster piercing and metal-cutting process compared to other fuel gases.
No wonder it remains the most popular fuel gas in the oxyfuel cutting and welding processes
Apart from providing high-quality cutting edges at excellent cutting speed, you also find this hydrocarbon gas a perfect choice when working on metals of different thicknesses ranging from light to thick metal plates
1.7.2 Natural Gas( Mainly Methane) – CH4
Natural gas is a hydrocarbon gas used for oxy-fuel cutting especially when working on thick metal plates. Though it has a lower cutting speed compared to acetylene gas, it produces excellent cutting edges.
1.7.3 Propane – C₃H₈
When you plan on working on medium to heavy-gauge metal materials, propane gas is yet another gas type for your oxyfuel cutting or welding processes.
Coming as a compressed liquid gas, propane will provide you with good cutting speed and high-quality edges.
With its heating temperature soaring up to 2,828°C, it is a suitable choice if you plan on cutting or welding medium to heavy gauge metal materials.
1.7.4 Propylene – C3H6
Propylene is another type of liquefied petroleum gas (PL gas) that you can use for your oxygen-fuel cutting or welding projects.
Its flame temperature of 2896°C is higher than propane. It also boasts a higher heat release which translates into a higher cutting speed with high-quality cut lines.
1.7.5 Hydrogen – H
If your oxy-fuel cutting process involves working on thin-gauge metal pieces, then hydrogen gas may be your ideal choice. The gas has a maximum heating temperature of up to 2,808°C
Hydrogen gas fuel offers you a superior cutting speed compared to either acetylene or propylene gases
1.7.6 MAPP /MAP-Pro Gas
COMPARING TORCH GASES (propane,map/pro,mapp,acetylene) TRICKY but easy to understand
MAPP stands for methylacetylene-propadiene Propane. It became a trademark name and referred to a blend of hydrocarbons consisting mostly of methylacetylene and propadiene. Other included gases included in the blend were propylene and propane.
The c Currently used MAPP gas is a substitute gas for acetylene as the original blend was discontinued in 2008.
Its current version, MAP-Pro gas, is a premium oxyfuel cutting or welding gas from a blend of propane and propylene.
It produces a hot flame of up to 3730 degrees Fahrenheit and is suitable for a wide range of processes such as thin metal cutting, brazing, and soldering huge copper pipes.
2. Where Oxyfuel Cutting Is Used – Material Characteristics
You can adapt the Oxyfuel cutting/welding process when:
- Working either on wrought iron or for mild steel fabrication projects
- Your material plates that are 10 mm-300 mm thick, or for a wide range of metal plates ranging from 3mm up to 900mm thick.
Important Note:
Oxyfuel cutting/welding does not work with high-carbon steels. This is because the melting temperature of the formed slag is closer to the melting temperature of the parent metal. Therefore, formed iron oxide or slag will easily be mixed with the molten parent metal during your cutting attempts rendering the process either futile or messy!
3. Oxy Fuel Hand-Cutting Process – Key Stages
For an effective flame-cutting product process using a handheld torch, the following key stages are involved:
3.1 Preparation
After you set up your torch-cutting equipment while adhering to the safety precautions, you need to ensure the surface of the metal you need to cut is clean,
3.2 Cutting-line Marking
Before commencing your oxy-cutting process, you need to mark the metal areas you want to cut. You do this using a suitable marker or stencil.
You then clamp the metal to ensure it remains steady during the cutting process.
3.3 Getting The Right Torch Position
This involves setting the correct angle and torch distance. This is to ensure you can move the torch with ease along the marked lines when the cutting process begins. You don’t want torch movement restrictions during the cutting process.
3.4 Set up the Flame Cutting Equipment
Before your cutting process begins, check to ensure that your gas fuel and oxygen hoses are securely connected to the cutting torch and regulators. Your gas cylinders must be in a stable and safe position.
3.5 Fuel Gas &Oxygen Pressure Regulation
Your gas-cutting pressure will be determined by the nature of your cutting requirement. Therefore, you are required to set the most appropriate pressure level for your cutting process.
This is made possible by referring to the pressure regulators in your two cylinders.
3.6 Torch Cutting Tip Attachment and Flame Adjustment
You attach a suitable oxy-fuel cutting tip to the cutting torch and ignite the flame accordingly after releasing the gas flows using torch valves. You then adjust the flame to obtain the right size for your specific cutting requirement.
3.7 Preheating
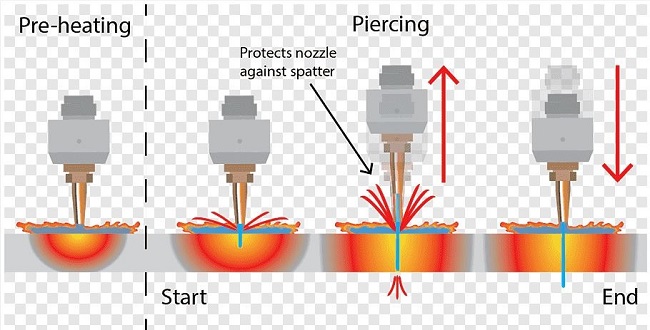
Preheating is the initial stage of your flame-cutting process worksheet. The heating ensures that your metal attains enough heat in readiness for the cut.
For a thicker metal plate, this stage may take some time before the cutting process begins.
3.8 Metal Cutting
The cutting process begins by slowly moving the cutting torch along the marked cutting line. You must maintain a consistent speed for precision cutting.
As you steadily move the torch, the high-temperature flame will melt the metal along the cutting line. The oxygen jet from the center of the torch tip facilitates the cutting process.
For a straight cut, you must keep the torch perpendicular to your metal surface.
3.9 Completing the Process
After inspecting the cut and being satisfied with the results, you carefully move the torch away from your metal material. You then turn off the fuel gas supply followed by the oxygen gas.
Finally, you remove the clamped metal and then disconnect the flow of gases from the cylinders to the cutting torch. You simply turn off their supply valves.
Important Note: For some metal plates, post-heating of cut parts may be required to avoid instances of cut materials warping or getting distorted.
3.1 Factors To Consider During Oxy-fuel Cutting Process
First, you must have the necessary skills or training to undertake the oxygen fuel cutting or welding process.
Below are some of the factors you must consider for a safe and successful oxyfuel-cutting or welding process:
- Wearing protective clothing including face and eye protection
- Adhering to Oxy-acetylene welding/cutting safety precautions
- Correct Control of Oxygen and Fuel Gas combination
- Adopting the right cutting/welding angle and speed
Important Note:
Oxyfuel cutting or welding can be a dangerous process. Therefore, to avoid accidents or damages that might occur, you should only undertake it if you are trained and experienced in the field. Alternatively, ensure that you only engage a qualified and experienced technician in your oxyfuel cutting or welding projects.
4. Oxy-fuel cutting Equipment & Safety Wears
If you plan on adopting gas cutting or welding for your fabrication processes, you must have a comprehensive understanding of the following equipment:
4.1 Oxygen Cylinder and Gas Cylinder
These are special pressurized cylinders that store the gases you need for your gas-cutting or welding processes.
And so, they will be mainly two: oxygen cylinder and fuel gas such as acetylene, propane, or other suitable gas.
For easier identification, the standard color code for oxygen cylinders is black while your Acetylene gas cylinder is maroon.
4.2 Oxy Fuel Cutting Torch/Welding Torch
This is the component that combines oxygen and fuel gas from their various cylinders to produce a high-temperature flame for either cutting or welding metal parts.
There are two types of cutting and welding torches you can choose from based on your project needs.
4.3 Gas Pressure Regulators
Attached to the gas cylinders are gas pressure regulators. They enable you to regulate the cutting or welding gas pressure to suit your desired cutting or welding temperature
4.4 Torch Striker
When are all set and you are ready to begin your gas-cutting/welding, you require a strike to ignite the oxygen-fuel gas mixture with its spike.
4.5 Cutting Tip/Welding Head
The cutting tip produces the flame upon ignition and has a nozzle whose function is to mix both the fuel gas and oxygen. Using a valve, you can regulate the flow of gases to get your desired cutting or welding flame.
4.6 Gas Hoses
These are high-pressure hoses that connect both the oxygen and fuel gas cylinders to the cutting or welding torch.
For easy identification, both oxygen and fuel hoses have different color codes. It is common to find blue or green hoses used for oxygen gas while red hoses are used for acetylene or other fuel gases.
4.7 Safety Eye-Googles
To protect your eyes from sparks or other harmful particles during the oxyfuel cutting or welding process, you need correctly fitting eye goggles.
4.8 Hand Gloves
To protect your hands from heat and other particles during metal cutting or welding processes, you need to have suitable hand gloves and other safety wear.
4.9 SoapStone Marker
A soapstone market is necessary in helping you mark cutting or welding lines on your metal material
6. Oxy-Fuel Cutting/Welding – Advantages & Disadvantages
6.1 Advantages
The following are some of the key advantages you derive by adopting flame cutting fabrication process:
6.1.0.1 Cuts A wide Range of Thicknesses
Oxy Acetylene/gas cutting enables you to cut through a wide range of metals with different gauges
6.1.0.2 Suitable for Low-Carbon Steel
Oxy-cutting is suitable if your fabrication materials include low-carbon steel, low-alloy structural steel, and cast iron.
This is because their oxides have higher melting points. And so, oxy-fuel cutting process, their solid oxides are easily removed by the oxygen jet to leave a clean cut.
6.1.0.3 You Get a Clean-Cut
Gas cutting produces clean-cut surfaces. This is beneficial if you are working on thinner metals and ensures that your material is free from distortions caused by other machining processes.
6.1.0.4 High Cutting Accuracy
Gas cutting allows you to produce cuts that have very precise dimensions. This ensures that the accuracy of your final product is enhanced. Again, the time you spend on post-processing will be drastically reduced.
6.1.0.5 Cuts Multiple Parts With Multiple Torches
If you are using CNC gas-cutting machines equipped with different torches, you can cut different metal parts simultaneously.
This will lower your production time and hence improve your fabrication or production efficiency
6.1.0.6 Ability to Cut Bevel Strips
If your fabrication design requires bevel shapes, then flame cutting allows you to set the torch tip to the right bevel-cutting angle for the production of bevel trips.
6.1.0.7 Low Equipment Cost
Standard oxyfuel cutting equipment is low in cost if you compare it with other advanced cutting options such as sheet metal laser cutting or waterjet cutting. This makes it a suitable alternative if you want to reduce your production costs.
6.1.0.8 Portable Equipment
With standard flame-cutting, moving your equipment from one project location to the other is no hassle. This makes it ideal if your projects are in remote regions.
6.1.0.9 Flexible & Easy to Operate Manually
If you cannot afford automated cutting machines, no worry! Oxyfuel cutting allows for manual operation making it easy to learn. Its application is also versatile and flexible.
For instance, after using a metal cutting tip to cut your metal parts, you can easily replace it with a welding head and begin your welding process with ease.
6.2 Disadvantages of Flame Cutting
While the oxy-fuel-cutting process has several advantages, it also has the following drawbacks:
6.2.0.1 Works on Limited Metals
With flame cutting, you will be limited to working only on selected materials like mild steel or low-carbon steel, and will not work with stainless steel, aluminum, or high-carbon steel.
6.2.0.2 Preheating Required – Slow Cutting Speed
Before the cutting process begins, the metal needs to be preheated to a suitable temperature.
Therefore, when working on thick metals, the cutting process can be slower compared to other processes like plasma cutting. This can negatively impact your production cost.
6.2.0.3 Difficulty In Cutting Painted, Rusted, and Stacked Metal
You will find it difficult to cut metals that have thick layers of paint. The process also does not work well on rusted metals. Further, Cutting metal sheets that have to be stacked like sheets less than 3mm thick can be very difficult with the oxyfuel-cutting process.
6.2.0.4 Requires Training and Experience
To achieve the desired quality cut, you must have the required skills and experience. If the process is to be undertaken by a technician, then your chosen candidate must be trained in the flame-cutting process.
6.2.0.5 It is a Fire Hazard Process
Because oxyfuel cutting uses flammable gases, it is full of risks if the necessary safety precautions are not adhered to.
6.2.0.6 Metal Warping and Distortion Possibility
During flame cutting, the metal is subjected to intense heating. When you are working on thin metals, high temperatures can easily cause warping or distortion on your materials.
Because of this, flame cutting is highly recommended for thicker metal plates if you need perfect cutting results.
7. Oxy Fuel Cutting vs. Plasma Cutting
As a metal fabricator, you need to have a better understanding of both oxyfuel cutting and plasma cutting processes.
To get a better perspective of the two processes, the table below captures the key differences and similarities between them.
| Comparison of Oxy Fuel Cutting & Plasma Cutting | ||
| Comparison Feature | Oxy-Fuel Cutting | Plasma Cutting |
| 1. Heat Source | Cutting temperature comes from the torch flame | Uses an electric arc to generate the cutting heat |
| 2. Required Machine & Training Level | Require simple and less expensive cutting equipment with lesser training | Require an advanced and expensive machine with advanced operation skills |
| 3. Versatility & Portability | Less versatile as it can only work on limited metals. However, it is portable | Versatile because it can be used on a wide range of metals. However, it is less portable |
| 4. Cutting Material | Works on limited metals and preferably: low-carbon, mild steel, cast iron | Works on most conductive metals |
| 5.Industry Application | Used in general steel fabrication industries, construction sectors, marine industry, etc. | Used in high-precision fabrication sectors such as in the manufacture of motor vehicle parts, aerospace engine parts, etc |
| 6. Cutting Process | Cutting is by a torch flame | Cutting is achieved by a plasma torch |
| 7.Cutting Quality & Accuracy | Lesser cutting accuracy with slower cutting speed | Higher cutting accuracy with faster cutting speed |
| 8. Cost | Less costly equipment | Costly machine |
| 9.Metal Gauge or Thickness | Can cut metals of different thicknesses including those above 2 inches. Possible warping and distortion on very thin metals. | Works better with less thicker metals hence suitable for cutting metal sheets. |
8. CNC Oxy Fuel Cutting/Welding

For large-scale fabrication projects or when working on very complex fabrication designs, you may consider upgrading from handheld flame-cutting equipment to a more advanced machine-based option
This involves the adoption of CNC oxyfuel cutting or welding machines for enhanced efficiency with high production volume.
But…what exactly is a CNC machine?
CNC stands for Computer Numerical Control. So, a CNC gas or flame cutting or welding machine is a programmed machine that is equipped with a cutting torch that moves to create or cut your desired metal shape.
8.1 CNC Gas Cutting Machine – Suitable Materials
With a CNC flame cutting or welding machine, you can conveniently process a wide range of metals such as stainless steel, aluminum, and titanium among other metals.
Further, the automation technology allows you to cut other non-metal materials like plastics or wood for your other industrial production requirements.
8.2. CNC Flame Cutting/Welding Machine – Pros & Cons
Investing in a suitable CNC oxy-fuel cutting machine for your production comes with a wide range of benefits.
Some of the major advantages you will get for investing in a gas-cutting CNC machine include:
- You will achieve high accuracy and precision in cutting and welding
- A high volume of production as the machine is very fast
- The machines are known to be reliable and can serve you 247!
- You just need to hire or employ a few machine operators to do the job
- Ability to produce intricate fabrication designs that you can’t achieve manually
- The machine is versatile – they can perform several tasks such as cutting, drilling, machining, etc
However, before you decide on purchasing your CNC oxyfuel cutting/welding machine, here are the key disadvantages you cannot disregard:
- CNC flame-cutting machines are more expensive compared to the cost manual or handheld flame-cutting/welding equipment
- Its installation cost is high
- You need a trained and experienced machine operator to guarantee its proper operation
and production efficiency.
- Manual labor will be reduced which will render many technicians jobless
- A CNC machine cannot perform all your tasks. So, you may need more CNC machines
9. Conclusion
If your metal fabrication projects require you to work on mild steel, low-carbon steel, and wrought iron plates of more than 2 inches in thickness, investing in flame-cutting equipment is a cost-effective decision.
This will ensure that you get precise and high-quality cuts with minimum post-processing requirements.
Further, oxyfuel cutting and welding equipment are portable. This enables you to undertake projects in remote locations.
However, if your project demands complex designs and a high volume of production is critical, it is prudent you invest in multiple CNC oxyfuel-cutting machines with different fabrication capabilities.
For production involving a wide range of metals with high-level precision, it will be wise you consider a faster, versatile, and higher accuracy cutting process such as plasma cutting. Request oxy fuel cutting pdf for more information,

