


Sand casting is an integral manufacturing process for crafting metal components using sand molds. This guide uncovers its fundamentals, from origins to practical applications. Dive into sand casting and its role in shaping various industries.
What is Sand Casting?
Sand casting is a typical metal molding process facilitating broad applications across numerous industries. This manufacturing tech involves pouring molten metal casting sand into a sand mold casting, where it solidifies to take the shape of the mold.
It is versatile and capable of producing various items such as gears, cylinder heads, and sports equipment. Contrary to misconceptions, modern sand casting uses advanced tech and data-driven science, optimizing the process.
In any case, the casting method complies with 21st-century manufacturing regulations. Thus, it offers rapid and cost-effective prototyping. It revolves around creating a cavity in a sand material, into which you pour the molten metal to obtain the desired object.
It uses molds containing formulated sand mixtures reinforced with other materials to help retain their shape. Sand casting is a go-to method for producing large & complex components and small intricate designs.
Its cost-effectiveness, quick turnaround, and ability to generate various shapes and sizes make it a reliable choice. Meanwhile, it stands as an eco-friendly process promoting sustainability. Factors like design intricacy, volume requirements, material properties, and project cost determine its suitability.
Most importantly, its adaptability allows flexible changes & optimizations at different stages, including material choice, casting methods, and finishing techniques. Sand casting covers over 61% of all metal casting productions.
Characteristics of Sand Casting
Cohesiveness
Cohesiveness is critical for sand casting. The particles must feature strong adhesion for a flawless sand-casting process. This adhesion & cohesiveness helps the mold maintain its shape and avoid eroding during casting.
Collapsibility
The mold’s collapse and release ability is another critical feature. Removing the sand mold casting after it solidifies must occur without damaging it. For that reason, collapsibility is a vital factor for clean & accurate products.
Strength
The mold strength determines how it can withstand the pressures and forces it encounters during application & casting.
A strong mold can retain its form and does not deform or damage under heavy-weight applications. In other words, weak molds result in defects in the product.
Permeability
Permeability is the capacity to allow gasses to penetrate from the molten mold as the metal-casting sand occupies space. It is vital for preventing structural defects like air pockets. It also helps maintain the products’ integrity.
Refractoriness
Refractoriness allows the molten material to combat high temperatures without deforming. Thus, the casting sand should feature high refractoriness to combat the extreme heat in casting. This feature allows the metal mold to evade breakdown under the hot metal casting sand.
Moisture Content
The moisture content is another critical factor. It impacts its ability to stick together longer and maintain the desired product shape. The apt moisture percentage ensures perfect molding, while excessive moisture content can cause mold erosion.

Grain Size & Shape
The particles’ shape & size are vital. The grain size impacts the dimensional accuracy & surface finish. The apt grain size & shape improved the product quality.
Reusability
The sand’s reusability determines its environmental and economic value. Using the same sand molds severally makes the process sustainable & cost-effective. However, the sand could become less effective, demanding adjustments & replacement over time.
8 Main Steps in the Sand Casting Process
Sand casting involves several distinct steps to achieve quality products. Here is the breakdown of the main steps:
1. Sand Preparation
The first step is mold preparation. Pack the sand into the container to create a mold that matches the shape of the desired casting.
The mold replicates the exterior of the container. Overall, you must divide the container into two halves (cope & drag). Once the sand packs around the pattern, you can remove it to leave a cavity that will shape the casting.
2. Pattern Making
Patterns are the physical models you use to create the mold. Generally, the patterns replicate the casting exterior and are essential for the casting process.
They can feature various materials, including wood, metal, and synthetics, depending on the castings’ volume and tolerance. The patterns feature a gating system for regulating metal flow & gas venting and handling thermal contraction.
3. Molding
The molding process involves creating the mold around the pattern. It removes the pattern and positions the gating systems & channels that allow the molten metal to enter & flow via the mold. Meanwhile, cores create internal cavities and features, allowing the cope to appear on top of the drag and clamp the two parts together.
4. Melting
Melting converts solid metal into a liquid state ready for pouring into the mold. You can attain excellent results through a heating chamber or a furnace, where temperatures exceed 1600°C. Furnaces vary based on the material type and the applicable fuel for high temperatures.
It is crucial to eliminate the harmful gasses this stage generates by exposing metals to high temperatures. Thus, the tech purifies the molten metal by removing unwanted elements without altering its chemical structure.
5. Molten Metal Pouring
You must prepare and pour the molten metal casting sand into the mold through the gating system. The gating system ensures smooth metal flow into the mold and reduces turbulence. Turbulence can lead to oxide formation and casting defects.
How the metal fills the cavity, defines the finished part and the risers. Risers refer to the sections that cool and solidify last, concentrating shrinkage and potential voids.
6. Sand Removal
Next, allow the metal-casting sand to cool until it hits room temperature. The shakeout process will help to separate and remove the sand from the casting by vibrating it.
It vibrates the mold to dislodge the sand from the casting. The shakeout is crucial as it ensures the casting eliminates excess sand and renders it ready for further processing.
7. Grinding
Once the casting has undergone sand removal, it may require additional processing to achieve the desired shape and surface finish. Grinding helps to refine the casting.
It involves using abrasive tools to remove excess material or irregularities on the surface. The process is essential for achieving dimensional accuracy and a smooth finish.
8. Inspection
Inspection is critical to ensure that the casting meets quality standards and specifications. Skilled inspectors examine the casting for defects, such as cracks, porosity, or other irregularities that may affect its structural integrity.
In general, they take measurements to verify dimensional accuracy. Non-destructive testing methods, such as X-rays or ultrasound, can be critical for detecting hidden flaws.
Sand Casting Methods
In any case, sand casting describes an ancient manufacturing process with roots dating back to 1600 BCE in China. It has evolved into a crucial method for producing parts with exceptional detail in the 21st century.
This method covers up to 60% of all metal castings, manufacturing components like gearboxes, valve bodies, pump housings, cylinder heads, and engine blocks.
Here are typical casting methods:
Bedding-In Sand Casting
Overall, the bedding-in method creates solid cylindrical designs. The technique partially fills the drag with molding sand and compacts it.
You can insert the pattern into the sand after ramming. Hence, tuck the sand onto the pattern and pound it to ensure proper sand compaction.
You must remove the pattern to inspect the sand for soft patches. Thus, you can do additional sand ramming if soft spots are present until it appears densely packed.
Next, press the pattern down to attain a well-rammed mold cavity. This technique can be beneficial when pit molding for larger molds. Most importantly, the drag does not require rolling over when bedding the pattern.
False Cope Sand Casting
The false cope tech is a method for molding solid cylindrical designs. In this process, you must firmly ram the sand beneath the pattern.
You can place the design on the cope without regard for sand compaction underneath the pattern, creating a smooth surface.
After dusting the pattern and the cope with separating sand, you must place the flask drag section on the cope, combined with the standard ramming procedure. You should also rotate the final assembly on a sand bed.
Flat Back Sand Casting
Flat-back sand casting involves the mold cavity placement on either drag side. In unmolded material, you must position a sprue in the drag to create a flat back that aids in pouring and cooling the molded part.
You can insert the pattern into the drag box, cover it with sand, and compact it. In general, this method is critical for simple flat-back or complex flat-back parts that join the cope and drag.
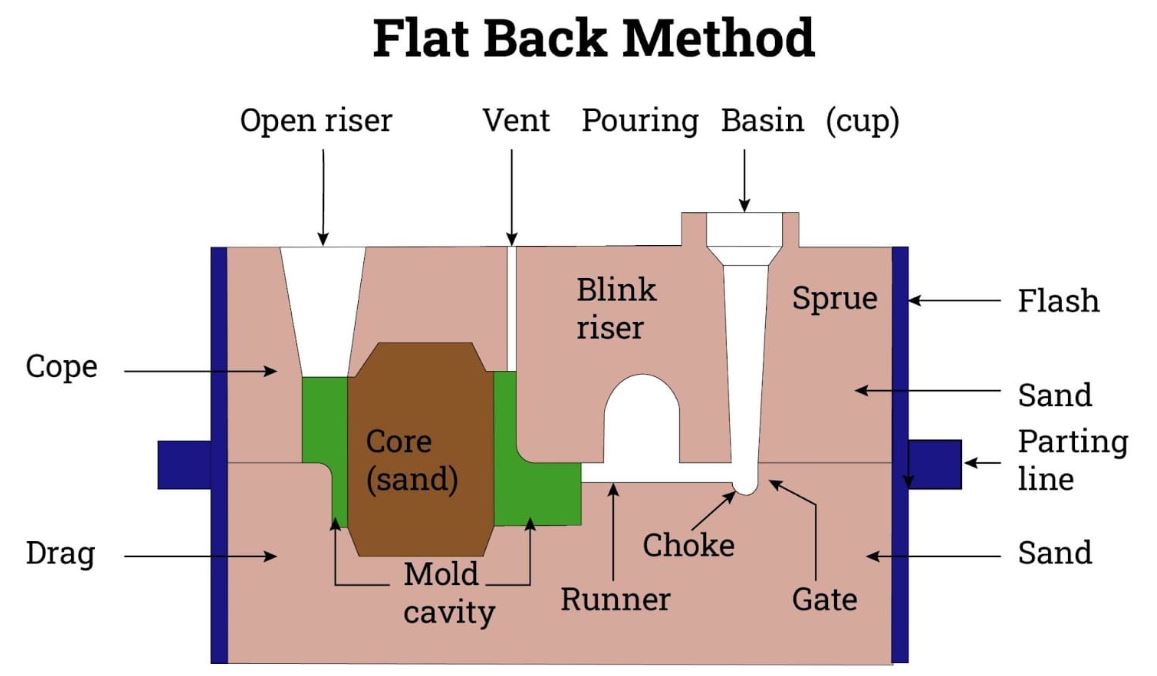
You can remove the pattern after ramming and adding gates & sprue. In cases where flat-back sand casting involves patterns in the cope & drag box, you can place the cope over the drag and add a matching or similar pattern on top. Thus, it will create a solid, complete impression when you firmly ram it.
Sodium Silicate Sand Casting
Generally, sodium silicate casting is a variation of green sand casting that employs sodium silicate as the binder. This method allows for rapid mold production, involving sand and sodium silicate curing with carbon dioxide (CO2), allowing instant hardening.
Before hardening, materials like polysaccharide, cellulose, resin, or oil mix with the sodium silicate, ensuring the object does not break down during pattern removal.
Sodium silicate sand casting begins by mixing sand with sodium silicate, which you can pack around the pattern. Meanwhile, CO2 rapidly hardens and cures the mold.
Once it solidifies, you can remove the pattern and pour in the molten metal. In general, this method suits intricate and complex objects because it can create complicated shapes & patterns.
Vacuum Sand Casting
Vacuum casting involves a thin plastic sheet draped over a pattern with proper venting for vacuum application. It places a vacuum flask over the pattern, vibrates sand into the mold, and compacts the material.
During the metal pouring phase, you can maintain the cope and drag under a vacuum. Meanwhile, the plastic vaporizes while the vacuum preserves the sand’s shape as the molten metal solidifies. Once the part cools and solidifies, you can remove the vacuum.
Vacuum casting is typical for its high precision, achieving tolerances of ±0.01 and ±0.002 inches, with cross-sections of 2.3 mm. The method delivers excellent surface finishes without moisture defects, toxic fumes, or the use of binders.
Shell Sand Casting
Shell casting utilizes a resin-coated material to create a shell-like metal mold, which you must heat until it hardens. Next, you can assemble the shell, pour the molten metal into it, and allow it to cool.
Once it cools, you can break the shell and extract the object. Although shell casting is more costly than traditional casting, it compensates with fewer steps, minimal waste, and cost-effectiveness.
Moreover, shell molding enables rapid mass production. It can manufacture detailed, complex & intricate components with smooth surfaces and highly accurate dimensions.
Types of Casting Sand
Green Sand
Green casting is so-called because of the moisture content present in the sand. It is a mixture of various additives, water, clay, and sand. The molds in green casting are reusable and can produce large parts. However, the sand itself is not reusable.
Green sand typically consists of approximately 2% to 4% water, 5% to 11% clay, 75% to 85% sand, and 3% to 5% additives, such as silica. The water & clay act as the binding agent, giving the mold strength. While green sand casting is efficient for high-volume production, it does not yield components with precise dimensions and tight tolerances.
Dry Sand
Dry sand casting mixes sand with clay or another binding material. You can shape the mixture into the mold and bake it to enhance strength. This process is critical for dry sand casting and must undergo precise control to match your needs.
It is typical for producing ferrous and non-ferrous components, including engine blocks, housings, gearboxes, and agricultural components. Dry sand casting can create intricate designs with exceptionally tight tolerances. Like green sand casting, it employs cores and sprue to facilitate pouring the molten metal casting sand.
Although dry casting sand is complex and time-consuming, the entire process is typical for applications where precision and tight tolerances are crucial. The sand you use in dry casting is non-reusable.
Facing Sand
Facing sand suits the exterior or facing of the mold. It consists of silica sand and clay. In simple terms, you can apply the facing sand directly adjacent to the pattern. Since it comes into contact with molten metal, the casting sand must feature high strength.
Core Sand
Cores are internal structures in casting that give the final part its hollow or intricate features. You must blend silica with core oil, typically including components like linseed, resin, mineral oil, and binding agents such as dextrin and sodium silicate.
This mixture molds sand with excellent compressive strength, allowing it to withstand the pressure of the molten metal you pour into the mold. Overall, core sand is vital in complex and hollow parts. It is crucial in manufacturing components like engine blocks and cylinder heads.

Loam Sand
You can create loam sand by combining equal parts of clay & sand using the apt amount of water. This molding sand suits casting large, heavy components, such as hoppers and turbine parts. Its balanced composition provides the necessary cohesion and strength to handle the castings’ weight and size.
Parting Sand
Parting sand is a boundary between the pattern and the molding sand. Typically composed of pure silica sand, you can apply it to the surfaces of the pattern before molding. You may sprinkle it over the pattern before embedding it in the molding sand.
Meanwhile, you can spread it across the cheek, drag, and cope contact surfaces to prevent the components from sticking together. Parting sand facilitates mold-section separation and prevents unwanted adhesion during the casting process. Its role is to ensure the easy disassembly of mold components, contributing to efficiency and quality.
Backing & Floor Sand
The backing & floor allow you to fill the volume box and support the facing sand. It provides structural stability and reinforces the mold, maintaining its shape and integrity. It works with the facing sand for a well-supported and durable mold, essential for detailed objects.
System Sand
System sand is a specialized casting type suitable for large mechanical sand castings. It has a unique combination of essential properties, including high strength, permeability, and refractoriness. Machine molding for large and intricate castings uses the system sand to fill its flask.
Unlike other casting sands, system casting sand does not require facing sand. This feature is possible since it thoroughly cleanses and incorporates specific additives. System sand is an integral part of modern foundries for producing sizable components with precision and efficiency.
Molasses Sand
Molasses sand stands out due to its distinctive binding agent. It is typical for creating cores & internal structures in castings and producing intricate parts. Molasses act as the adhesive that holds the sand together, allowing for the formation of substances with complex designs and detailed features.
In any case, its core-making use results in parts with intricate internal passages and voids. Molasses sand is critical to its versatility and adaptability, providing a unique solution for specialized and complex castings.
Sand Casting Metals
Non-ferrous metals are essential in sand casting due to their unique properties. Let’s explore three key non-ferrous metals in this context.
- Aluminum: This lightweight metal offers excellent castability and corrosion resistance. It is typical in aerospace components and automotive parts.
- Bronze: Sand-casting bronze contains copper and tin. Variations like sand casting Aluminum Bronze and Manganese Bronze offer corrosion resistance and strength.
- Brass: A copper-zinc alloy, brass excels in corrosion resistance, conductivity, and strength. It is a top choice for sand casting.
- Zinc: A versatile option for sand casting, zinc allows for thinner walls and long holes. Alloying enhances its properties.
- Lead: Though it has health concerns, lead is a typical option for small to medium parts due to its corrosion resistance.
- Copper: A strong, corrosion-resistant metal common in plumbing fixtures and hardware.
Ferrous metals also play a crucial role:
- Iron: Ideal for complex shapes and intricate parts. Gray iron, ductile iron, and malleable iron have distinct properties.
- Mild Steel: Affordable and malleable, it is versatile but has challenges like sand cracks.
- Stainless Steel: Typical for corrosion resistance and dimensional stability. It is lightweight but comes at a higher cost.
- Alloy Steel: Created by merging carbon steel with other elements, it offers strength and toughness.
Sand Casting Equipment
Sand casting uses distinct equipment and tools for intricate designs. You prepare molds from green sand, which blends sand, clay, water, and additives. Meanwhile, packing equipment, such as rammers and jolt squeeze machines, helps to maintain the pattern.
Powder or chalk dust can be an excellent release agent for easier pattern removal. The cope flask and drag flask help to maintain the mold’s structure and integrity. In any case, the mold jacket safeguards against distortion during high-temperature casting.
The sprue facilitates a smooth flow of the molten metal casting sand into the mold, ensuring controlled and consistent metal distribution.
In addition, sand compactors press molding sand around the pattern for accurate density, while sand sifters remove impurities and lumps. These tools are critical for intricate sand casting, creating precise and detailed castings with a unique function.
Sand Casting vs. Investment Casting
Sand casting and investment casting are valuable processes in metal casting, but they differ in various aspects. Sand casting is an ancient method that involves molding from sand, clay, water, and additives.
It is cost-effective for large and intricate sand-casting parts but can have lower precision. On the other hand, investment casting is a modern and precise technique. It uses a wax pattern with a ceramic shell.
Manufacturers melt the wax, leaving a cavity for the molten metal. Thus, investment casting yields highly accurate and intricate parts with a smooth surface finish.
Due to its cost-efficiency, sand casting is ideal for bulk production and larger components. In contrast, investment casting shines when precision, intricate details, and a superior finish are essential. The choice depends on your project requirements.
Die Casting vs. Sand Casting
Die casting and sand casting are two distinct methods for shaping metal into desired forms, each offering unique advantages. Die casting injects molten metal into precision molds or dies under high pressure.
It produces parts with fine details, minimal post-processing, and excellent dimensional accuracy. In general, die casting is ideal for the high-volume production of complex casting parts.
In contrast, sand casting relies on sand molds with binders. It is a versatile & affordable method for producing large parts but may require more finishing processes.
The apt choice between sand casting & die casting depends on factors like production volume, part complexity, and required tolerances. In any case, die casting produces intricate components efficiently, while sand casting excels in cost-effectiveness.
Sand Casting Applications
Automotive
The automotive industry relies on sand casting for producing critical components like engine blocks, cylinder heads, transmission cases, and manifold parts. Sand casting allows for the cost-effective mass production of these parts with complex geometries.
Its adaptability enables automobile manufacturers to produce parts in various sizes, shapes, and alloys. The process also offers flexibility for design changes and modifications, making it an essential technique in the dynamic automotive sector.
Aerospace
Sand casting is significant in aerospace, where precision and material quality are paramount. It creates engine components, structural parts, and landing gear parts.
Casting is a cost-effective method for producing larger, more intricate parts requiring high melting temperature materials.
The method is critical for prototype development and custom or low-volume production, serving as a valuable tool in rapid design iteration.
Marine Industry
Sand casting is pivotal for crafting propellers, engine components, and marine fittings in the maritime industry. Its ability to handle diverse materials, including corrosion-resistant alloys, makes it a preferred choice for marine applications.

It offers flexibility and can cast large, durable parts adhering to the specific marine sector requirements. In addition, it is cost-effective, supporting large-scale production.
Construction
The construction industry uses sand casting for various applications, especially in producing decorative and functional architectural elements. Ornamental railings, lamp posts, and intricate fittings undergo sand casting.
Its versatility and relatively low costs make it a practical choice for producing custom, unique, or low-volume architectural elements. It is ideal for creating customized designs and restoring historical buildings with authentic, period-specific components.
Agricultural Machinery
Sand casting helps crest various components for farming equipment. These components can range from tractor parts and plowshares to irrigation system fittings.
It can produce durable and robust sand casting parts that can withstand agricultural work stress. Moreover, its cost-effectiveness is crucial for manufacturers of high volumes of agricultural machinery.
Energy Sector
The energy sector encompasses conventional and renewable sources that use sand casting for various applications. Components for power generation, such as turbines and generator casings, use sand casting.
It can handle materials with high melting points, making it a viable option. Above all, the sand casting process produces components for renewable energy systems like wind turbines and solar equipment.
Medical Equipment
Sand casting produces components of diagnostic devices, radiological equipment, and other medical machinery. Its capacity to create complex shapes and handle various materials benefits manufacturers. Sand casting precision and material flexibility meet the stringent quality standards in medical manufacturing.
Architectural Hardware
Architectural hardware encompasses various components, including door handles, locks, hinges, and decorative elements. Sand casting is ideal for manufacturing such components because it can create intricate and custom designs.
In addition, the architectural sector requires unique and aesthetically pleasing hardware and sand casting offers a cost-effective solution.
5 Sand Casting Advantages and Disadvantages
Advantages of Sand Casting
Design Flexibility
Sand casting is renowned for its exceptional design flexibility. It empowers engineers and designers to create parts and components with intricate and unique shapes.
Unlike other casting methods that impose restrictions on design, sand casting allows for a wide range of possibilities.
Designers can experiment with complex and irregular geometries, including undercuts and intricate patterns. This versatility is valuable in aerospace industries where complex shapes are common.
High-Complexity Shapes
Sand casting excels at producing high-complexity shapes. The process involves creating moldable molds from sand that can accurately replicate intricate details and features. This feature makes it an ideal choice for parts that demand high complexity.
Whether it is the curvatures of an engine block or the details on a decorative piece, sand casting can reproduce the most intricate shapes.
Wider Material Choice
Sand casting offers diverse material options for casting. It suits ferrous and non-ferrous metals, allowing manufacturers to choose materials based on specific performance, durability, and cost requirements.
This versatility is valuable in applications where the choice of material directly influences the product’s functionality.
For instance, sand casting can produce engine components in various materials, each suitable for a specific demand in the automotive industry.
Low-Cost Tooling
Sand casting molds use readily available sand, clay, and binders. These materials are cost-effective, making the initial tooling and mold preparation affordable.
In addition, sand casting patterns can feature various materials, including wood and plastic, which are cost-effective.
This cost-effectiveness benefits small to medium-scale production runs, as manufacturers can avoid the high tooling expenses associated with die casting or injection molding. The low tooling costs make sand-casting molds suitable for producing prototypes, short runs, or large, intricate sand-casting parts.
Short Lead Time
Sand casting offers a shorter lead time than alternative casting methods. It is straightforward and demands minimal lead time for mold and tooling preparation. The casting process can be quick once the patterns and molds are ready.
This rapid turnaround is advantageous when there is a need for urgent production or when you need to accommodate prompt design changes.
It also contributes to suitability for industries where agility and quick production are critical, such as automotive and aerospace. Manufacturers can respond promptly to market demands, design modifications, or unexpected part replacements.
Sand Casting Disadvantages
Post-Processing Issues
Once the casting is complete, it might require extensive finishing work to attain the desired surface quality and dimensional accuracy. Post-processing might include grinding, machining, sanding, or welding to remove excess material.
Thus, you can improve surface smoothness and rectify imperfections. The post-processing phase can be time-consuming, labor-intensive, and costly, leading to longer production durations.
Defects Unavoidable
Sand-casting molds involve defects like porosity, inclusions, surface imperfections, and dimensional variations. These defects can compromise the structural integrity, appearance, and functionality.
However, skilled operators and quality control measures can reduce these defects. But achieving entirely defect-free castings, particularly for complex or large components, can be challenging. Therefore, it is crucial to assess potential.
Sand Casting Considerations
Understanding the intended use of the casting and its subsequent processing steps is paramount. Applying machining or coating to achieve a polished finish can be relevant.
Meanwhile, heat treatment can be essential if the component will fit in a structure or assembly requiring high rigidity. Here are the top sand casting considerations:
Detailed Prints and Drawings
Sand foundries rely on prints & drawings for a detailed casting and final product. These intricate prints are a vital communication tool throughout the sand-casting design process, articulating the designer’s expectations and specifications.
Critical sand casting design features include size, shape, draft angles, radii, tolerance levels, defect tolerance, surface finish, and inspection criteria. Precise size and draft angles are critical where cast-in identification markings are necessary.

Sand Casting Draft Angle
The sand-casting draft angle removes contents from the delicate sand mold casting without compromising the external wall. Determining the casting draft angle relies on the product’s molding process, casting design, and the pattern’s depth.
Rounds and Filets
Incorporating rounds & filets is pivotal to the designing process. Rounds and filets boost the aesthetic appeal and aid in stress distribution, mitigating cast-related tensions. Well-proportioned corner filets are vital for pouring the component, promoting smooth molten material flow, and ensuring proper filling.
Parting Line
The dividing line decides whether a design is feasible or requires alterations, influencing the production cost & quality of the castings. Designers should comprehend and document the placement of the parting line within the casting drawings.
Relying on your practical experience falls short of achieving the desired results. The parting line should be low, with a wide, short, and flat configuration. The extension margin between the parting line and seam burrs should be under 0.020.
Alloy Selection
The alloy you pick can impact various attributes, including corrosion resistance, strength, toughness, durability, flexibility, shrinkage, hardenability, cost, and weldability. Meanwhile, undercuts might prevent the model from being dislodged during mold production.
While using cores contributes to a more prolonged and costly casting process, minimizing or eliminating core sand portions in sand casting designs can be prudent. Using cores can extend the casting process and raise costs.
Cross-Sections
Maintaining consistent cross-sections or wall thickness in sand-casting designs is advantageous. Abrupt section changes are typically unpleasant in sand casting designs, as many sand casting products products would fail due to sudden shifts in thickness.
However, achieving a uniform cross-section can be challenging due to varying cooling rates in solidification. Stiffeners and gussets can help you control thickness variations.
Junction Design
In complex sand-casting molds, junctions, including X, T, Y, V, and L, occur due to the intricate nature of the parts. These junctions can create local mass concentrations, leading to cracks, shrinkage, and strains. Minimizing excessive local mass concentration from junctions and ensuring seamless integration is essential.
Conclusion
In conclusion, sand casting is a success to human ingenuity’s enduring legacy. With roots stretching back millennia, this age-old casting method has adapted to the demands of changing times. Hence, it has become a cornerstone in industries as diverse as automotive, aerospace, and construction.
It offers unparalleled design flexibility, allowing for intricate shapes and a broad material selection. Its low-cost tooling and short lead times make it an attractive option for prototyping and high-volume production. To explore the possibilities of sand-casting molds and their applications further, we invite you to visit KDM Foundry’s website.
KDM’s commitment to quality offers a glimpse into the world of cutting-edge sand-casting solutions. Whether you are a seasoned engineer or a newcomer, KDM Foundry is your partner in bringing your ideas to life through sand casting.
Frequently Asked Questions
What is the Role of Patterns in Sand Casting?
Patterns are essential in sand casting as they serve as templates for the final casting. They define the shape and design of the intended product.
Patterns can create the mold into which you can pour the molten metal. They come in various materials, including wood, metal, or plastic.
Is Sand Casting Environmentally Friendly?
Sand casting is relatively environmentally friendly than other metal casting sand methods. You can recycle the sand to reduce waste.
In addition, it is energy-efficient, as it requires less power than alternative casting methods. Nonetheless, the environmental impact might vary based on the foundry’s practices and the sand casting materials.
Can you Automate Sand Casting?
Yes, you can automate sand casting to a certain extent. Automation in sand casting includes processes like mold handling, pouring, and cleaning.
Automated systems can improve efficiency and consistency in the process, especially for high-volume production. However, skilled human labor is necessary for precision tasks like pattern-making and quality control.
What is Green Sand Casting?
Green sand casting is a standard method that uses a mixture of sand, clay, water, and sometimes additives like coal dust. “Green” refers to the sand mixture being damp, not its color. It is widespread for its flexibility, cost-effectiveness, and ease of use.
You can compact the green sand mixture around the pattern to create molds. After casting, you can recycle the molds through reconditioning.

