

Additive manufacturing has become a major part of the general product development and manufacturing scheme. And recently, there have been several interesting advancements in the process that have helped to improve efficiency across the board.
Like many other processes, additive manufacturing comes in different types. And, for product developers looking to optimize efficiency, selective laser melting is undoubtedly one of the best channels to engage. Selective laser melting applications, in this article, we’ll look at how melting powder is used to optimize this process, its applications, and everything else you need to know about selective laser melting.
Understanding Additive Manufacturing
Before we go into the different types of metal additive manufacturing, it is worth understanding the overarching process itself and what it helps to achieve:
What Is Additive Manufacturing?
In the past few years, additive manufacturing has really taken off. This tactic, which is also known to some as 3D printing, has proven to be a revolutionary process that involves building objects by the layer – usually from computer-aided designs (CADs).
Unlike traditional processes, additive manufacturing involves building based on layers incrementally in order to create the perfect three-dimensional object.
The process usually begins with a design step, where the 3D CAD model or 3D scan of a current object is done. From there, you get specialized software to take the model and slice it onto thin, horizontal cross-sections. Each section will represent a specific thickness, with the software itself generating the right instructions for the SLM metal 3D printer to abide by.
Once done, the image is printed from one layer to the other based on the design. And depending on the technology applied, this printing process can also involve other steps such as curing and melting.
Following a layering process where the SLM printer continues to add one layer over another, you go into post-processing and add the finishing touches to the process. Like that, additive manufacturing is done.
Over the years, additive manufacturing has gained considerable prominence as a reliable manufacturing technique. And, it’s easy to see why. Some of the reasons why the process has been adopted widely include the following:
- Design Freedom: With additive manufacturing, you’re able to create intricate and complex designs that would otherwise be difficult for other traditional manufacturing methods. This makes way for new forms of product innovation across the board.
- Rapid Prototyping: The process is also excellent if you need to prototype your design quickly. Essentially, engineers can create and test these prototypes, making changes where necessary.
- Supply Chain Efficiency: Thanks to advancements in 3D printing, we’ve seen significant developments in on-demand production enabling. Essentially, this reduces the need for so much inventory – and cuts down on waste in the long run. Supply chain efficiency is a critical part of manufacturing, and 3D printing enables this.
- Reduced Lead Times: We should also point out the fact that additive manufacturing helps to significantly cut down on lead times.whether it’s making on-demand DMLS parts or incorporating LPBF printing to ensure on-demand production, these steps make work considerably more efficient.
- Cost Savings: To be fair, any of the additive manufacturing steps will require a considerable upfront cost. However, innovations in techno=ology have led to considerable cost savings across the board.
- Innovation in Multiple Industries: Today, you can find additive manufacturing working in different industries – whether it’s aerospace or healthcare or more. Thanks to its ability to drive innovation and reduce waste, additive manufacturing has pretty much been involved in different fields across the board. And, advancements in technology mean that it will only continue to grow.
What is Selective Laser Melting (SLM)?
Selective laser melting (SLM) has become one of the most popular variants of additive manufacturing. Like many other variants, this process makes use of a high-powered laser beam, and it focuses on melting materials and fusing them together to form specific shapes.
Like LPBF 3D printing, selective laser melting works by fusing materials across layers, creating three-dimensional metal parts that work for different functionalities. The process belongs to the broader category of laser powder bed fusion, and it can be allied to the production of high-quality parts and prototypes.
Today, the selective laser melting process can be applied in multiple industries, where manufacturers take advantage of its flexibility and efficiency in part development.
Key Components Of A Selective Laser Melting System
Like every other additive manufacturing variant, SLM requires a resilient system to work. And, this system mostly includes a complex machine that is designed for high-level manufacturing. The specific components of a system can vary, although at KDM Fabrication, we focus on incorporating the following:
Build Chamber
Perhaps the most important part of the entire system, you have the build chamber. Here, you have a controlled environment where the entire process is allowed to take place.
Build chambers are mostly enclosed, allowing you to maintain temperature stability across the process and also ensure that no form of contamination is allowed. With inert gases and a temperature control system, you’re able to create an atmosphere without any oxygen, thus preventing the entrance of oxidation as the process goes on.
Powder Dispensing System
This system is responsible for the seamless and even distribution of a thin layer of metal melting powder on the platform. And, it helps to ensure that you get a simple layer-building cycle. Just as well, it promotes consistency in starting points across each layer across the process.
Build Platform
The build platform acts as a movable component where the part being manufactured is held. Following the completion of each layer, you lower the platform slowly to make room for the next layer that’s to be developed.
Some build platforms can also incorporate heating functionalities to ensure proper temperature control – especially as the part is being printed.
Laser System
The laser is one of the critical components of the entire SLM system. At the end of the day, you can’t make or melt components without the laser after all. Its objective is to direct energy to the metal powder, incorporating selective fusing or melting to create the right part you need.
In most systems, you get at least one high-power laser – usually a fiber laser. Just as well, control mechanisms need to be incorporated,
Scanning System
You’d need a scanning system to control the movement of the laser beam in all directions. Generally, its job is to ensure accurate positioning for the laser in order to follow the paths you’ve defined in the design.
Powder Delivery and Recovery
In order to ensure that metal melting powder doesn’t run out and isn’t wasted, every SLM system requires a mechanism to deliver fresh powder to the build region. Optimization is critical to this process, and this is one component that helps with it.
Control System
With the control system, you have hardware and software that helps to monitor the entire process. Everything from laser output to scanning patterns and others are controlled, and the software eventually interprets the model data to generate the right instructions for it to follow.
Cooling and Ventilation
Once the process is done, cooling is necessary. This is critical for ensuring a stable operating temperature, especially within the build chamber.
Safety Features:
Every manufacturing process requires effective safety features. From emergency stop buttons to interlocks and protective covers, all of these are important to ensure that operati=ors are always safe at every point.
The Complete Selective Laser Melting Process
As one of the most advanced forms of laser printing on metal, selective laser printing comes with a relatively complex process. However, at the end of the day, the result tends to be worth it as you get a high-quality metal product that can work based on your requirements. Below is a breakdown of the process step-by-step as we conduct it at KDM Fabrication:
CAD Model Preparation
A typical SLM process starts with the creation of a detailed computer-aided design (CAD). The design is in 3D, and it shows the desired part perfectly. With a digital model, you’re able to create the right blueprint for the object itself.
Slice the Model
Next, the modelis sliced using a specialized model into cross-sections and layers. Each layer will have its own thickness rating, and you’ll be able to see if they are compatible enough and can be fused together
Build Chamber and Powder Bed Preparation
Selective laser melting machine, embedded in the SLM machine is a controlled build chamber that maintains a stable environment. This chamber comes with an inert gas like nitrogen or argon, which helps to prevent the buildup of oxygen.
Then, you get the metal powder layer and spread it evenly across the build platform.
Laser Scanning
The next step is one of the most important – a laser is used to heat and melt the metal powder based on your defined pattern.
The laser beam is controlled by both mirrors and galvanometers, following the paths defined by each layer. With each movement across the powder bed, the laser fuses the particles.
Layer-by-Layer Building
After the first layer is fused, you move on to other layers line by line. The build platform is lowered slowly, and a new metal powder layer is spread across the preceding one. The laser continues to scan each new layer, melting and joining particles as it goes.
The process goes on and on until you’re done with the entire object.
Cooling and Solidification
The exposure of each layer to the laser causes solidification and cooling. This allows the layer to bond with the preceding one, with untouched metal powders serving as support structures.
Powder Recovery
It’s normal to have excess powder that isn’t used. So, you can collect this excess powder and recycle it for future use. Remember – optimization is important across this process.
Post-Processing
Once the printing process is complete, you can conduct additional post-processing steps like machining and quality heat treatment. This isn’t so necessary, but it can help ensure that the part really meets your required standards.
Inspection and Quality Control
It is important for you to implement proper quality control steps across every point of the SLM journey. Inspect parts for any defects , ensure dimensional accuracy, and examine the part to ensure that it fits your desired properties.
Heat Treatment
If you find that the initial process incorporates stress, then you might need to add some heat treatment to optimize material properties and improve the general performance of the parts.
Machining and Surface Finishing
In some cases, parts might need additional surface finishing and machining to achieve your desired requirements. So, don’t shy away from a little of that.
Why Selective Laser Melting Shines As A Process

Selective laser melting is a process that offers several benefits that make it especially valuable as an additive manufacturing variant. Some of those highlights include:
- Design Freedom: With SLM, you are free to produce several complex and intricate products that might not necessarily be available with several other manufacturing methods.
- Reduced Material Waste: This process is also known for its efficiency. You use only the amount of material needed to create the desired part, and you end up not wasting much in terms of excess materials. When you add the fact that you will also be able to recycle excess material, you’d see just how efficient this process is across the board.
- Customization: Mass customization is another benefit that you stand to get with this process. You can produce personalized and bespoke products, regardless of the industry you play in.
- Rapid Prototyping: We should also mention the benefit of quick prototyping and the development of iterative designs. Thanks to SLM, engineers can quickly create and test prototypes for products, making changes where necessary and optimizing the areas that work.
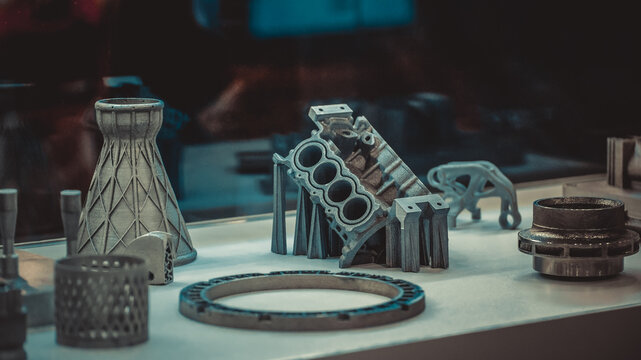
- Complex Internal Structures: Besides just the external frames, SLM is also useful in creating parts with intricate internal structures. This extends to products such as honeycombs and lattices.
- Material Variety: Just as it is with other additive manufacturing processes, SLM also provides considerable variety in terms of materials that you can work with. This means that manufacturers can choose the perfect material and apply the process to it.
- High Precision: There are several avenues for you to improve precision and dimensional accuracy when you’re dealing with SLM. If you’re looking to make parts with tight tolerances, rest assured that the process is perfect for you.
- Shorter Lead Times: Thanks to the ability to produce parts on-demand and locally, you get to cut down on lead times significantly. As such, SLM makes it easy for you to adjust to changes in demand where necessary.
- Prototyping and Low-Volume Production: You can also get a cost-related benefit from SLM if you’re trying to produce small quantities of parts and products.
- Material Properties Control: With accurate control of the process parameters and production techniques, SLM allows you to tailor the material properties of parts to meet your particular needs.
- Supply Chain Efficiency: All of the benefits we mentioned – including reduced inventory and on-demand production – mean that you will be able to optimize efficiency in supply chains while cutting down on logistics expenses.
Where Selective Laser Melting Proves Useful
As a manufacturing process, selective laser melting provides a lot of functionality across different industries. Here are some of the areas where the process is especially useful:
- Aerospace: In the aerospace industry, SLM is used to produce components that combine lightweight functionalities with high strength. These include brackets, turbine blades, and more.
- Medical and Healthcare: The process is also used to make prosthetics, body implants, and even dental components. These products need to be tailored to the users’ bodies and needs, and the process helps make them a reality.
- Automotive Parts: In vehicle manufacturing, SLM also helps to make light, strong parts – whether it’s engine components or suspension parts. Some vehicle prototypes are also manufactured with the process, helping engineers to conduct proper tests.
- Tooling and Die Making: SLM comes in handy when you need to create complex molds and tools that optimize different manufacturing processes. With its flexibility and quick prototyping, you get a considerable productive advantage.
- Energy and Power Generation: SLM is employed in the energy sector to manufacture components for gas turbines, steam turbines, and other power generation equipment. The technology’s ability to create parts with intricate cooling channels and optimized structures enhances turbine efficiency.
- Defense and Aerospace: Besides its use in commercial aerospace, SLM also helps to produce critical components that can be used in drones, military aircraft, and more. Since it optimizes efficiency in lightweight materials, it is especially prominent in this field.
- Industrial Equipment: You can find SLM being used to create specialized tools for industrial machinery. These include sensors, pumps, and more. With their use of intricate geometries and high-performance materials, SLM helps ensure that they work as expected.
- Aeronautics and Space Exploration: As you’d expect, the process also comes in handy in the aeronautics space, helping to manufacture engine components, satellite parts, and more.
- Oil and Gas: Specialized components such as drilling equipment and downhole tools are made using SLM, usually capitalizing on temperature-resistant and non-corrosive materials.
- Consumer Goods: This functionality might not be so common, but it comes in handy. With SLM, you can produce several high-end consumer goods that users can apply in everyday life.
Selective Laser Melting: Troubleshooting Possible Process Challenges
There is absolutely no doubt to the fact that selective laser melting is a very useful process. However, as you work through processing parameters in laser powder bed fusion metal additive manufacturing, you need to also make sure that you have some of the common bottlenecks involved in this process figured out.
To that end, keep an eye on the following potential challenges:
Porosity and Density Issues
In the case where you run into incomplete fusion or trapped gas, then you can find higher levels of porosity and reduced part density across the board. We recommend that you optimize the chamber atmosphere to ensure that there is as little oxygen contamination as possible.
You also need to make adjustments to the laser speed and hatch spacing to optimize energy input for the right amount of fusion.
Warpage and Distortion
Rapid cooling, especially when preceded by a large temperature gradient, can lead to material warping and distortion. As such, be sure to tweak the build orientation and support structures to minimize any thermal gradients.
Build Failures and Incomplete Layers
A failure in the build structure can cause several layers not to adhere to your specific requirements. As a result, you’d be left with incomplete parts.
This is why we recommend that you check the accuracy and cleanliness of all components before the SLM process actually begins. If the need arises, make adjustments to the thickness of the powder layer and any other recoating parameters.
Cracking and Defects
There is the possibility of developing cracks in the material due to improper heat treatment or the presence of residual stress. As such, you want to ensure that you optimize all build parameters properly. This helps you to reduce stress and get the right output from the material.
Inadequate Surface Finish
If you find any rough surfaces in the SLM parts, then you will need to put it through some additional post-processing steps. However, you can prevent the need for this by ensuring the right levels of scan speed and laser power.
Support Removal
At the end of the day, you will need to take out support structures from the material. However, the process can be time-consuming and even end up with the part being damaged.
This is why we recommend optimizing the design of the support structures to reduce contact points and ensure that removal can be as seamless as possible.
Part Warping During Cooling
As part of the cooling process, there is the risk that parts would end up getting warped. You can prevent this by implementing controlled cooling and modifying the part design to include chamfers that cut down on sharp corners – areas which are especially susceptible to warping.
Powder Handling and Contamination
Improper handling can lead to product contamination, thus causing defects in both the metal powder and the product you end up with. This is why we recommend maintaining a controlled, clean powder-handling environment.
Machine Calibration and Maintenance
It might not necessarily happen right away, but over time, machines will need to be properly maintained and calibrated to ensure that they perform consistently. We recommend that you build a calibration and maintenance schedule, as well as prompt a maintenance culture across the station to ensure that your parts remain in top condition.
How Selective Laser Melting Compares To Other Additive Manufacturing Techniques
As we explained earlier, selective laser melting isn’t necessarily the only form of additive manufacturing available. And when you focus on manufacturing, it is important that you get the right option.
So, how does SLM compare with the other additive manufacturing steps?
Selective Laser Melting vs. Fused Deposition Modeling (FDM)
First off, we have fused deposition modeling. Generally, this process doesn’t necessarily share many similarities with SLM. With that in mind, here are some things to consider with the two:
Working Principle
Selective laser melting working principle, with SLM, you have a powder bed fusion option that makes use of a laser to melt and fuse materials. On the other hand, FDM essentially causes an extrusion of thermoplastic filament through a heated nozzle onto the build platform. Eventually, the material is deposited by layer and solidified once air is allowed to act on it.
Materials
Primarily, you apply SLM on metals like titanium, aluminum, and steel. However, FDM tends to work on a much broader list of materials – even up to composites like carbon fiber-reinforced tools.
Resolution and Surface Finish
SLM provides high resolution and an impeccable level of surface finish, working well for intricate and complex metal parts. Resolution on FDM is much lower, with layerlines still being visible if you don’t engage post-processing.
Complexity and Design Freedom
We already pointed out that the development of complex parts is easily possible thanks to SLM. On the other hand, FDM doesn’t provide this same level of design freedom as it mostly limits you to geometrically simpler parts.
Strength and Material Properties
Materials produced using SLM tend to showcase impressive mechanical properties across the board – from durability to strength and more. While FDM’s resultant materials are also strong, they might not necessarily be able to match the same metrics of those produced via SLM.
Equipment Cost
Befitting additive manufacturing processes, both SLM and FDM tend to require some considerable upfront investment. However, you’d most likely find that the latter tends to have a higher cost profile overall. This isn’t surprising, of course, when you consider the general benefits of the process.
Selective Laser Melting vs Stereolithography (SLA)
Next, we have stereolithography – an additive property that also works quite different from selective laser melting. Here is how both concepts compare:
Working Principle
SLM operates as a powder bed fusion technology concept that focuses more on printing 3D metal structures. With SLA, you have a resin-based 3D printing technique that applies a UV laser or light source to cure a liquid photopolymer resin from one layer to the other.
Materials
Both processes operate on similar materials. Just like DMLS parts, you get to work with metals of different types. However, SLA usually works with a broader material range, which includes things like photopolymer resins and biocompatible resins.
Resolution and Surface Finish
SLM materials offer impressive surface finish and excellent resolution – especially for metal parts. The same can be said for SLA, although you want to remember that unlike SLM printers, tools used here tend to focus more on resin-based materials and parts.
Complexity and Design Freedom
You can employ SLM in the production of complex, fully functional metal parts that also offer intricate internal lattices and structures. The same is applicable with SLA, although the process focuses more on resin-based parts and ensures that you can create highly detailed and complex models.
Strength and Material Properties
SLM takes the prize here as it offers impressive strength in terms of the materials made and the processes involved. While SLA produces parts with impressive strength as well, they might not necessarily match those made with SLM.
Post-Processing
If you need to engage post-processing with SLM, you’d be talking about processes such as machining, heat treatment, and surface finishing. With SLA, you don’t necessarily need to incorporate so many extensive post-processing steps – minimal processes like rinsing and support removal are more than good to go.
Selective Laser Melting vs Selective Laser Sintering (SLS)
In terms of popularity, there’s probably no additive manufacturing variant that matches selective laser melting like selective laser sintering. Both are also quite similar, since they make use of lasers. So, how do the SLS vs SLM processes differ?
Working Principle
Both processes work quite similarly – they take metal and use them to fuse materials together from one layer to the other. It is the same thing if you consider direct metal laser sintering vs selective laser melting.
Materials
The major difference in the SLS vs SLM comparison is in the materials they work with. SLM operates using metal powders like nickel and aluminum, while SLS operates with a much broader material range that includes options like ceramics and polyamide.
Strength and Material Properties
Both processes lead to the development of materials that can easily optimize mechanical properties and strength. For SLS, however, you have greater control over the properties that your material exhibits.
And, you might want to note that the products of SLS aren’t necessarily as strong as those of SLM.
Surface Finish
With SLM, you tend to get a smoother material with a better surface finish. Materials made with SLS tend to be rougher, but they’re still generally acceptable for functional purposes.
Equipment Cost
Selective laser melting 3d printer, when looking to save costs, you probably want to focus more on SLS. As you work to melt into bed, you’d find that an SLS 3D printer tends to come in different price ranges and is more accessible for both industrial and professional functionalities than an SLS 3D printer.
Nevertheless, you should focus more on material and equipment quality than the cost generally.
Conclusion
Selective laser melting has grown to be one of the most impressive additive manufacturing steps available. And, when conducting it, you want to make sure that you have the right parameters for production across the board.
At KDM Fabrication, we have professionals who understand how to handle this process perfectly. Reach out to us today, and let’s see how we can help you out. Request selective laser melting pdf for more informations.

