


What Is Sheet Metal Hem?
Hemming is the technique of joining metal sheets by bending them, often to a 180° bend. Hemming is used to making automotive body panels and pieces such as doors, hoods, tailgates, deck lids, and trunk lids.
Sheet Metal Jog Vs. Sheet Metal Hem
Sheet metal hem radius, there is only one 180-degree bend in a hem. Some hems are closed, which means that the inside bend radius is zero. The hem’s cross-section resembles a U if its radius is bigger than zero.
The hem has one curve rather than two, in contrast to the U-channels’ two bends. While sheet metal jog is just a pair of equal and opposing bends placed closely together to produce a sluggish Z offset that is frequently equal to the thickness of the material, it results in a beautiful fit.
It finishes with, maybe, a mating cover.

Sheet Metal Hemming Vs. Sheet Metal Seaming
The rolling over of a sheet metal edge onto itself is known as hemming in the metalworking industry. Hemming includes rolling the edge flush against itself instead of sewing, which joins the edges of two textiles.
Hems are frequently used to strengthen edges, cover burrs and unattractive edges, and enhance attractiveness. In the food sector, seams are commonly utilized on canned goods, amusement park vehicles, and automobiles.
Hemming and seaming follow the same procedure. However, seaming has a higher tonnage need. The technique begins by acutely bending the edge. The hem is then flattened using a flattening die.
Sheet Metal Hem Types
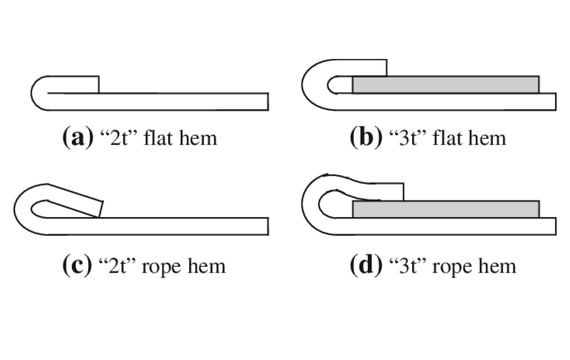

Hem Closed
A closed hem, often referred to as a crushed hem, is entirely flush (compared to open hem, which allows for a bit of space in the bend). Because they are so simple to create—the sheet metal is flattened upon itself—closed hems are the most common kind of hem.
To prevent breaking, the flat length of the hem must be at least four times the thickness of the material. Closed hems are created by flattening sheet metal upon itself after shaping it at an angle of 145 degrees.
A Teardrop Hem
A flange bent past 180 degrees is known as a teardrop hem. We employ teardrop hems for materials that lack the elasticity needed for closed hems. The aluminum sheet metal hem and other delicate metals are ideal for this style of hem.
Open Hem
A soft, curving outside edge and an air pocket are characteristics of an open hem. It works best for handles and other human-contact applications.
An open hem functions best when the material thickness is between 125” /0.40,” and the flat length is at least four times the material thickness. Open hems are usually bent sheet metal to a 145-degree angle insert a shim.
Rolled Hem
A work piece’s raw sheet metal edges are eliminated using a rolled hem. This kind of hem is typically used on the borders of doors and figures. Rolled hems offer a neat appearance and a section that is easy to handle.
Sheet Metal Hemming Process


There are two hemming techniques used:
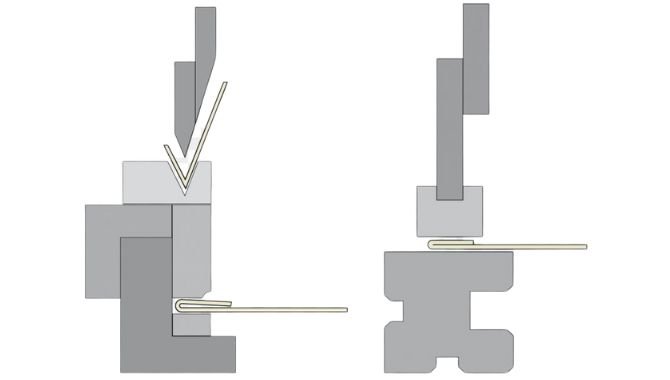
Conventional Die Hemming
It is best to use traditional die hemming for mass production. In die hemming, a sheet metal hemming tool is used to fold the flange over the entire length. After the sheet metal hem drawing and trimming activities are finished, the flange is often created with a hemming tool, which results in the actual hemming.
The created flange is subsequently hemmed through a number of procedures, such as the preliminary and concluding hemming stages. It is dependent on the flange’s unique opening angle. Although conventional die hemming production facilities are often quite expensive, the cycle times are extremely short.
Rolled Hems
By using a sheet metal hem roller, rolls are gradually hemmed. After the flange is created, a robotic industrial assistant controls the hemming roller. Several pre-hemming and final processes can also be separated into the roll hemming operation.
Roll hemming offers much greater tool flexibility and cheaper tool costs than traditional die hemming. The fact that the hemming is accomplished with a hemming roller that follows a predetermined path, however, results in substantially longer cycle times.
People Also Ask:
Hemming in the manufacturing of sheet metal involves folding a piece of metal over into itself, much like the standard sewing process that keeps the cloth from fraying at the ends.
Sheet metal hemmed edge, hemming is frequently employed to hide an edge or a burr, to enhance strength, or to produce a smooth aesthetic appearance.
Metalworking procedures are known as hemming and seaming call for the folding and bending of sheet metal over and into itself. In contrast to seaming, which involves folding sheet metal while using a seam to link the two layers, hemming includes folding sheet metal so that the two layers are flush with one another.
More Resources: