


Brass wire drawing is a common practice in modern industrial setup.
However, knowing what the process entails, features, recommended lubricants, possible defects and applications are critical for reducing brass cross section.
So, if you want to be an expert in wire drawing process, read this guide.
What is Brass Wire Drawing?

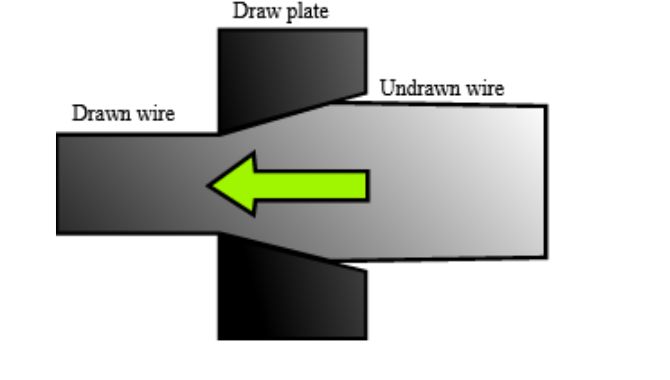
Brass wire drawing is the process of reducing a brass wire/rod’s cross sectional area by pulling via a drawing die. A single die or multiple dies can be used to achieve the desired cross section.
The pulling process referred to as drawing is conducted from the die exit side through tensile force application. This results in a plastic flow induced by the die’s compression force.
Step-by-Step Wire Drawing Brass
When drawing brass wires, you find the following processes sufficient:
i. Preparation
The preparation process involves cleaning the stock in descaling efforts to prevent die and workpiece damage. This removes particles and other matters attached to the brass surface employing methods such as pickling and shot blasting.
ii. End Shrinking
End shrinking allows you to reduce the cross sectional area at one end to allow initial passage through the die. You shrink your stock’s end by employing either filing, swaging, turning, hammering or rolling.
iii. Lubrication
Lubrication is essential in ensuring the wire drawing process is not hampered by the effects of excess friction and heat. When brass wire drawing, the drawing machine pumps lubricant fluid usually, oils or phosphates, to the die and block by flooding.
iv. Drawing
In industrial wire manufacturing process, you will choose a suitable hot rolled brass. In most cases, they come in 9 mm diameter.
Depending on the desired end cross sectional area, the wire is passed through a single or block or multiple blocks.
When wire drawing brass, the wire volume is unchanged while there is an increase and decrease in the length and diameter respectively. You note that since wire drawing is a cold working process, it alters the material properties.
v. Annealing
Annealing is a heat treatment procedure that serves to assuage the internal stresses in brass or alter its properties during drawing. In brass wire drawing, annealing mitigates the cold working effects facilitating additional draws, and improving electrical conductivity and ductility.
Annealing is especially useful when employing multiple/continuous block drawing where the cross-sectional area reduction exceeds fifty percent. In this case, you carry out an annealing process after each draw.
Features of Brass Wire Drawing Machine
The design of a brass wire drawing machine considers the desired wire specifications to maximize efficiency and thus productivity. The machine speed, block diameter, and die pull are other influencing factors.
Some of the features you find in a wire drawing brass machine are highlighted below:
Die Boxes
A die box secures the drawing die making brass wire passage in the lubricant easier through systematic adjustments. Die boxes are capable of supporting both direct and indirect cooling, the latter requiring an extra water cooled sleeve.
Electrical Controls
A brass drawing machine is incomplete without electrical controls such as variable speed drives, motors, PLC and operator-interface controls. Variable speed drives interpret control signals converting electrical input into outputs as per programmed commands.
Capstan Cooling
Serves cooling purpose for drawn brass wire usually through indirect cooling by subjecting the capstan’s inner parts to high pressure water flow. Consequently, you have transfer of heat from the brass wire via the water.
Brakes
Brakes are vital in brass drawing machines employing advanced controls with high speed operation thus requiring advanced stopping mechanism. Mechanical brakes are important in fast and emergency stopping reducing wire ringing effects.
Capstan Construction
The construction of the capstan is such that the wall separating the cooling water from the wire is very thin. This is due to the rate of cooling being high with high strength materials used for the cast blocks.
Mechanical Gear Reducers
Working alongside the reduction system, the mechanical gear reducers control the motor and block speed. The mechanical gear reducers should be capable of producing enough power to match the torque required for the drawing process.
Packaging Equipment
Proper packaging of the drawn brass wire is essential as a process efficiency and for customer satisfaction. The packaging equipment needs depend on the operation scale, machine running time and customer specifications.

Lubrication Methods during Wire Drawing for Brass
Lubrication when undertaking brass wire drawing ensures your die serves you longer and elevates the state of your surface finish. Common lubrication methods employed with wire drawing include:
i. Metal Coating: Uses solid lubrication by enveloping the brass rod with a soft metal.
ii. Wet Drawing: The lubrication process requires full immersion in the lubricant. That it is, it will completely cover the brass rod for wire drawing and the dies.
iii. Dry Drawing: You will only apply lubricant on the brass rod. In most cases, a lubricant bath is a perfect choice.
iv. Ultrasonic Vibration: The die system is subjected to vibration which scales down the force effects simplifying the drawing process.
v. Roller Die Drawing: As an alternative to fixed dies, roller dies induces rolling friction from shear greatly reducing the applied forces.
Advantages of Brass Wires
Wire drawing brass wires affords you the following advantages:
- The resulting surface finish of the brass wires is outstanding.
- Makes achievement of close dimensional control in projects possible.
- The brass wires’ material properties are enhanced improving qualities like hardness and strength.
- Wire drawing of brass wires can be undertaken equally successfully for both large and small production runs.
Defects in Brass Wire Drawing

The genesis of defects in the drawn brass wire can stem from the original stock or inherently from process deformation. Some of the defects you can experience are as follows:
i. Centre Cracking: Occur as a result of reduced pass reductions, friction and large die angles. Also called cupping, it stems from reduced reductions at low angles.
ii. Die Marks: Manifest like scratches on the surface of the brass wire potentially arising from incorrect die settings, poor parameters selection and inadequate lubrication.
iii. Residual Stresses: The drawing process being cold working subjects the brass wire to deformation that is non-uniform resulting in residual stresses. Light and heavy reductions exhibit compressive and tensile stresses respectively.
iv. Seams: Encompasses folds or abrasions running across the length of the brass wire. These seams can worsen when you undertake secondary operations greatly hampering product quality.
Applications of Brass Wire Drawing
There are several uses to which you apply drawn brass wires across industries. Some of these uses are described below:
- Brass cables for varied use such as conductive cables are made by wire drawing.
- Some wheel spokes can be fashioned by wire drawing.
- Wire drawing of brass can be used in making springs and paper clips.
- Guitars, violins, harps and other similar instruments employ wire drawing in making the strings.
Conclusion
Wire drawing plays an integral role in forming brass wires.
At KDMFAB, we will help you get quality brass wires according to your unique requirements – contact us now.
More Resources:
Wire Drawing – Source: Science Direct
Aluminum Wire Drawing – Source: Wikipedia
Wire Drawing Process – Source: Wikipedia
Wire Drawing of Brass Wire – Source: Google Patents
Wire Drawing Die Selection – Source: Global Spec.

