

Surface hardening improves the hardness and wear resistance of metal components. Below, you’ll learn the basics of surface hardening and its techniques. Read on for a comprehensive guide to the art and science of this process.
What Is Surface Hardening?
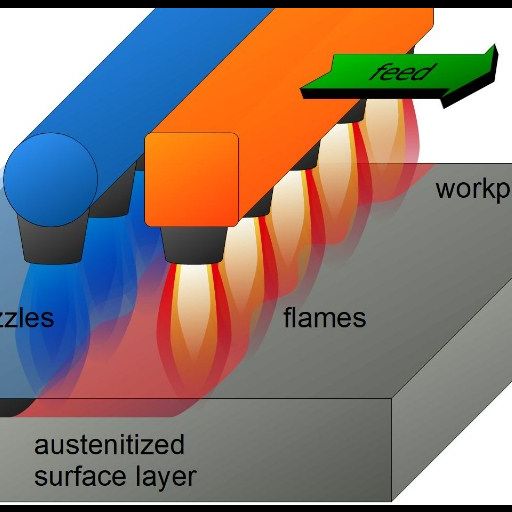
Figure 1 – Surface Hardening
While surface hardening does not alter the material’s inner structure, it changes its surface properties to improve performance in different applications.
Some of the most common types of hardening processes are carburizing, nitriding, induction hardening and flame/laser surface hardening.
Most of these techniques involve applying heat and pressure to the material’s surface. As a result, it increases its wear resistance and fatigue strength while also improving corrosion-resistance.
Surface Hardening Techniques

Figure 2 – Surface Hardening Techniques
Here are a few of the most used surface hardening techniques:
· Carburizing

Figure 3 – Carburizing
Carburizing is a heat-treating process that adds carbon to the outer layer of steel. Comparing it with other processes, carburizing has the advantage of being relatively fast and cost-effective while providing good wear resistance.
Most commonly used for parts with complex geometries, carburizing is often applied to gears and transmission components. As for the disadvantages, carburizing requires additional processing for corrosion resistance and must be done in a controlled atmosphere.
· Nitriding

Figure 4 – Nitriding
In comparison to other surface hardening processes, nitriding involves adding nitrogen into the steel’s outer layer. This creates a hard surface hardening compound that offers excellent wear and corrosion protection.
Nitriding is often used for automotive engine components such as crankshafts and camshafts, and has the ability to resist thermal shock. Nitriding can also be used on high-strength steels and stainless grades. Surface hardening of steel is also in the trend!
One main disadvantage of nitriding is the long processing time required to achieve satisfactory results. Compare this process with other processes like carburizing or induction hardening to especially find its truth. Some surface hardening stainless steels are not suited for nitriding as they can experience embrittlement if subjected to the process.
· Induction Hardening
Induction hardening process uses an induction coil and heat the steel. After the material has been heated, it is quickly quenched with water, brine or oil for rapid cooling, producing a hardened outer layer.
Induction hardening offers relatively uniform hardness across a wide range of materials and is particularly useful for parts with intricate geometries or small components.
A significant drawback of induction hardening is its setup cost. Special equipment like an induction coil and water cooling systems are necessary.
· Flame Hardening
Another popular hardening technique, flame hardening, involves heating the steel with a gas or oxy–acetylene torch.
Also, it has the advantage of being relatively fast, inexpensive and efficient; this method is particularly useful in heat treating small parts or those with complex geometries.
But, there are drawbacks associated with flame hardening. Achieving uniform results can be difficult, but if the process is not done properly it can cause distortion. While the results can be effective, this method should be a last resort due to its potential drawbacks.
· Laser Hardening
Laser hardening is a relatively new heat-treating technique that involves using an intense beam of laser light to selectively heat up a local region.
Laser hardening is ideal for parts that require fine detail work, and it is possible even across the most complex geometries without causing distortion.
On the downside, laser hardening can be quite expensive, and requires special equipment to achieve satisfactory results. For this reason, it is typically reserved for only the most demanding applications.
| Technique | Advantages | Disadvantages | Common Applications |
| Carburizing | Fast, cost-effective, good wear resistance | Requires additional processing for corrosion resistance, controlled atmosphere necessary | Gears, transmission components |
| Nitriding | Excellent wear and corrosion protection, resists thermal shock | Long processing time, some stainless steels not suitable | Automotive engine components |
| Induction Hardening | Uniform hardness, suitable for intricate geometries | High setup cost, requires special equipment | Parts with intricate geometries, small components |
| Flame Hardening | Fast, inexpensive, efficient | Difficult to achieve uniform results, can cause distortion | Low carbon steels, small parts, complex geometries |
| Laser Hardening | Uniform hardness, no distortion, good for fine detail work | Expensive, requires special equipment | Demanding applications, parts requiring fine detail work |
Surface Hardening Techniques Comparison
Tips On Selecting The Right Surface Hardening Technique!
When choosing a surface hardening technique, several factors should be taken into account. Ensure the best results by knowing the details of your project.
Consider material compatibility, required hardness and depth, and geometric complexity. Also, take into account production volume and cost-effectiveness. Here are some tips on how to choose the best solution for your application.
Material Compatibility:
Assess if the material you are using can withstand and be hardened with surface hardening treatments like carburizing, nitriding, or induction hardening.
Also consider flame or laser hardening. Steel is the most common material, but other metals and alloys are applicable. High-carbon steels are the best candidates for surface hardening.
Aluminum is mostly limited to anodizing. Keep these factors in mind when selecting the types of surface hardening process.
Required Hardness And Depth:
Determine the hardness level (measured in Rockwell C scale) required for your parts. Deeper hardening requires specialized equipment or methods like flame or laser hardening.
Consider how deep (measured in mils or microns) the hardness is needed for your application. A layer of hardness that is too deep can lead to cracking and other issues.
Geometric Complexity:
The shape and complexities of parts play a role in determining the technique used. Induction hardening may be best for components with complex geometries and shapes. Simpler parts can benefit from flame or surface laser hardening processes.
Nitriding may be preferred for parts with an internal structure, but different parts require different treatments and should be considered. Consult with an expert, such as KDMFab, if necessary.
Production Volume:
Consider your production volume or how many parts need surface hardening. High-volume components may need automated processes like carburizing or induction hardening. Lower-volume parts can benefit from manual processes like flame and laser hardening.
Assess your production needs and select the right approach. Also, consider the cost of setting up and running each process.
Cost-Effectiveness:
Cost varies depending on volume and complexity of each part’s hardening process. Automated processes like carburizing or induction are more expensive but provide faster results with higher precision and repeatability.
These are ideal for large-volume production parts. Manual processes like flame or laser hardening are more affordable and suitable for low-volume components. Consider these factors when assessing cost-effectiveness.
Post-Treatment Requirements:
Think about the aftercare process needed for each part and required post-treatment techniques. Depending on the application, you may need machining or grinding with specific requirements for each hardening process.
In some cases, tempering or annealing might be necessary to change the properties of your parts; therefore consider all these options carefully before making a selection.
Desired Surface Finish:
Consider the type of finish needed for aesthetic and/or functional purposes. Nitriding can provide wear resistance, enhanced fatigue strength, and better corrosion resistance.
Anodizing may be best for aesthetically pleasing parts, offering a smooth finish with improved wear properties. Induction hardening can provide a better surface finish compared to flame or laser treatments.
Distortion And Dimensional Stability:
Some components require extreme dimensional accuracy and stability. Regular surface hardening methods may not be sufficient. In these cases, induction hardening can provide good results with less distortion and better dimensional stability.
Components requiring lower levels of accuracy may be suitable for flame or laser treatments which are general surface hardening more affordable but provide less precise results.
Heat Treatment Equipment Availability:
Consider heat treatment equipment availability when selecting a surface hardening technique. Some processes may require specialized equipment. Factors include material flexibility, required hardness level, and process complexity.
For automated processes like carburizing or induction hardening, specialized surface hardening heat treatment equipment is often necessary.
Flame and laser hardening processes may not require specific equipment. Basic tools can be used for these treatments.
Safety And Environmental Concerns:
surface hardening powder often involves harsh chemicals or flammable materials. These can pose a risk to workers and the environment. When performing surface hardening in-house, follow all necessary surface hardening health and safety protocols.
Adhere to industry standards, proper ventilation, and adequate protection for personnel. Goggles and protective clothing are essential.
The environmental impact must be considered, especially for some processes like anodizing that require special disposal of toxins.

Benefits Of Surface Hardening!
Talking about surface hardening vs case hardening, you will see that the process significantly enhances a component’s performance. Some of its key benefits are listed below:
A. Increased Wear Resistance:
Surface hardening increases the hardness of a surface layer, making it more resistant to mechanical abrasion and thereby benefitting gears, jigs, and dies where wear resistance is key.
Also, the degree of wear resistance depends on the selection of the process and treatment, as well as material and heat treatment parameters.
Industries increasingly rely on surface hardening to make components more durable and long-lasting. As a result, maintenance costs are reduced, and overall efficiency is improved.
B. Enhanced Fatigue Strength:
For components subjected to frequent mechanical stress or vibration, surface hardening is extremely beneficial which helps to reduce failure and damage caused by such conditions.
Reliability and performance over time are thus improved, which is especially useful in automotive and aerospace applications.
Traditional heat treatment processes are limited in their ability to improve fatigue strength. Surface hardening works effectively even in high-stress conditions.
C. Improved Corrosion Resistance:
Surface hardening enhances the protective outer layer of a component, making it highly resistant to corrosion and oxidation. Particularly, the process is useful when dealing with components exposed to chemical substances, water, or other corrosive media.
Moreover, some processes create an oxide layer which makes the component even more resistant to corrosion.
D. Better Performance:
Improved thermal stability makes the component more resistant to extreme temperatures and increases resistance to conditions caused by vibrations or mechanical shocks. Improved performance is beneficial for components used in extreme working environments.
Some surface hardening processes increase the lubricity of a component, helping to reduce friction between moving parts and further boosting performance under extreme conditions.
E. Reduced Friction:
Not to mention, the surface hardening process and treatment selection can lead to reduced friction, which is useful in applications such as bearing surface hardening or case hardening and surface hardening.
High levels of lubrication are essential for optimum performance in such applications. Induction hardening and nitriding processes are often used to reduce friction, however the effectiveness of such treatments depends on factors like material selection and parameters.
Taking into account these factors while selecting a process can minimize friction and improve the performance of your components.
F. Increased Dimensional Stability:
Surface hardening offers enhanced dimensional stability of components. Heat treatments used in surface hardening increase the thickness and density of a component’s outer layer, making it more resistant to deformations caused by mechanical stress or temperature variants.
Enhanced resistance is helpful when dealing with thin-walled and complex components. Those components are often exposed to sudden changes in temperature or environments.
In such cases, surface hardening can help to maintain the dimensional stability of components. Protection from distortions caused by vibrations or other factors is provided.
G. Prolonged Service Life:
One of the greatest advantages comes with surface hardening. Surface hardening extends the service life of components. Wear resistance is increased and distortion reduced, making the component more durable.
Performance is improved over time, and certain processes like carburizing form a hard martensitic layer which greatly enhances the service life of components.
Industries requiring durable parts, such as automotive and aerospace, often use these processes.
H. Enhanced Resistance To Heat And Thermal Shock:
Heat treatments during surface hardening increase thermal stability. A component becomes more resistant to sudden temperature drops.
Protection from damages caused by heat and oxidation is advantageous for parts under extreme temperature conditions providing a property of benefit. Examples include turbines, engines, or applications with rapid heating and cooling cycles.
I. Improved Impact Resistance:
Surface hardening provides enhanced impact resistance for components. Mechanical shocks and impacts are common for these components, resulting in increased hardness of a material‘s outer layer. Resistance to forces from sudden movements or collisions is improved.
Components become more reliable and durable, while protection from failures caused by impacts is ensured.
Industries And Applications!
Surface hardening processes can be applied to different industries, such as automotive, aerospace, oil & gas production, and manufacturing. Here are a few sectors where surface hardening is invaluable:
1. Automotive
Surface hardening is crucial for components like camshafts and crankshafts in the automotive industry. Valve lifters are hardened to improve wear resistance. Surface-hardened panels and frames are used too.
Recently, surface-hardened materials have been used in sensors and actuators. When choosing surface hardening techniques for automotive components, cost-effectiveness, and high-temperature resistance must be considered.
2. Aerospace
Strength and durability are priorities for aerospace parts. Surface hardening improves wear resistance, fatigue life, and corrosion protection for components like landing gears and airframes.
Cost-effectiveness is important when choosing surface hardening techniques in this industry. Heat treatment processes such as induction hardening and nitriding are popular for their excellent results and relatively low cost.
Innovations in surface hardening techniques are being developed for aerospace components to ensure safety and reliability under extreme conditions.
3. Oil & Gas
Surface hardening has various applications in the oil and gas sector, including drill bits, valves, and pipelines.
Components require superior wear resistance, corrosion protection, and high-heat tolerance, which can be achieved through treatments like carburizing or flame hardening. When selecting the right process for components in this industry, factors like scalability and cost-effectiveness need to be considered.
Moreover, the right surface hardening technique can be chosen for oil & gas components when these factors are taken into account.
4. Manufacturing
In manufacturing, surface hardening plays an important role for various components including shafts, gears and tooling.
These techniques improve wear resistance, fatigue strength, and other important characteristics for the application. Cost and production speed must be considered in this industry as well.
Laser hardening is growing in popularity for certain applications. Its flexibility, accuracy, and ability to reduce distortion of parts during heat treatment processes make it an attractive option.
Surface Hardening Challenges And Future Trends!
In terms of challenges and future trends, several issues must be considered for surface hardening. A brief list of surface-hardening challenges and future trends is provided below:
Addressing Environmental Impact:
As the world continues to become more environmentally conscious, industries that use surface hardening must address potential environmental impacts.
Reducing waste generated during treatment processes is important. Using safer chemicals and coatings with lower VOCs (Volatile Organic Compounds) is also crucial.
Minimizing energy use is another consideration. Many industries now turn to more efficient heat treatment technologies to reduce their environmental footprint.
Enhancing Energy Efficiency:
You can see the importance of surface hardening in ensuring energy efficiency. Rising fuel costs and reducing greenhouse gas emissions are both contributing factors to this trend.
Manufacturers seek ways to optimize surface hardening processes in order to maximize energy efficiency without sacrificing quality or performance.
Innovations In Materials And Coatings:
Surface hardening has a complex nature. Many manufacturers must select the right combination of different materials and coatings to be used.
Also, they need to achieve optimal performance and meet environmental standards. Quality control requirements, innovation and safety and sustainability objectives should all be considered to achieve the best results without compromising any of these objectives.
Emerging Surface Hardening Techniques:
Technology continues to advance, developing new surface hardening techniques which offer higher performance and greater efficiency.
Manufacturers must stay informed about the latest developments and use up–to–date processes for surface hardening in order to improve their efficiency.
Digital Transformation And Industry 4.0:
Digital transformation and Industry 4.0 impact the surface–hardening industry, placing greater emphasis on data collection.
Digital transformation and Industry 4.0 have greatly impacted the surface–hardening industry, placing an increased emphasis on data collection.
Predictive Maintenance And Quality Control:
Manufacturers work to improve efficiency while maintaining stringent quality control standards.
Predictive maintenance technologies can help identify potential problems before escalation, saving time and money in the long run.
Workforce Development And Training:
Finally, ensuring that your workforce is properly trained is essential. Proper training on surface hardening techniques leads to optimal results.
Well–informed teams can be expected to produce minimal waste or errors, and will be better equipped to identify and address issues. Any issues that may arise can be handled during the surface hardening process.
There are a variety of challenges and trends in surface hardening. Manufacturers need to give careful consideration to these. At KDMFab, we dedicate ourselves to helping our clients stay ahead of the curve by providing superior performance, cost–effectiveness and sustainability as our ultimate goal.
Conclusion
Surface hardening is an incredibly important process. Many industries rely on this process to increase a material‘s wear and corrosion resistance.
We hope this guide has provided an overview covering the main techniques related to surface hardening and their respective benefits.
If you have further queries or questions, KDMFab is here to help and can assist with your specific needs in customized heat treatment services; reach out to us via the website! Request surface hardening process pdf for more informations.

