

In the world of metal shaping, one question often rings out: What is deburring? It’s a vital process that defines the quality of a final product. The goal of this blog is to shed light on every aspect of deburring. You will dive into understanding burrs, their formation, different types, and the various deburring methods.
What is Deburring?

What is deburring metal? In the world of metalwork, deburring stands as a vital process. Simply put, deburring involves removing rough edges or burrs from metal parts. After cutting, shaping, or drilling, metal parts often have sharp, unwanted bits. They’re called burrs.
The procedure to remove them employs a special tool: a deburring tool. This step ensures smooth, safe parts for further use. In industries such as aerospace, automotive, and manufacturing, deburring proves essential. It guarantees high-quality, precision parts for complex machines. Altogether, deburring symbolizes a crucial step in the production cycle.
Understanding Burrs: The Why and How of their Formation!
What are Burrs?
Burrs denote the unwelcome byproduct of machining operations. Typically, when metal is cut or drilled, small fragments, or burrs, protrude from the surface. Burrs present a problem.
Sharp and uneven, they compromise the quality, functionality, and safety of machined parts. Furthermore, burrs can hinder assembly, leading to inaccurate fits and loose connections.
Factors Contributing to Burr Formation
– Material Hardness
Hardness of a material influences burr formation. In deburring, a burr appears when a tough material gets cut. For example, steel with 800 HV hardness can form substantial burrs. Meanwhile, softer materials like aluminum with 150 HV hardness may result in smaller burrs. Higher material hardness leads to larger, more stubborn burrs.
– Cutting Speed
Quick cutting speeds can also create burrs. Consider slicing a metal sheet at 200 meters per minute (m/min). The swift action could lead to rough edges, forming burrs.
If the speed drops to 50 m/min, the cuts are cleaner, and fewer burrs emerge. So, precision and control over cutting speeds are vital for reducing burr creation. It tells us what is a deburring tool used for – maintaining smooth surfaces.
– Tool Wear
Deburring tools can wear down over time. A new tool with sharp edges may produce clean cuts at first. But after slicing through 1000 kilograms of stainless steel, the tool edges might dull. So, more burrs can appear. Regular maintenance and timely replacement of tools are essential to control burr production.
– Inadequate Lubrication
Lack of proper lubrication during cutting contributes to burr creation. Let’s say a machine cuts through a metal block without enough oil. The friction could heat up the metal and cause burrs to form. Applying lubricant, like cutting fluid, reduces friction, and keeps the metal cooler. It makes the cutting process smoother and minimizes burr formation.
– Incorrect Tool Geometry
The shape and size of the cutting tool can impact burr size. A tool with a 90° angle might create larger burrs than one with a 45° angle. Also, a larger tool diameter may result in bigger burrs. Correct tool geometry can help control burr size and number.
– Feed Rate
What is deburring parts often starts with comprehending the nature of burrs. Sharp fragments, known as burrs, attach to metal pieces during machining. A high feed rate, one of the factors leading to burr creation, influences burrs. If the metal advances too swiftly, burrs might form.
– Machining Temperature
Temperature is an essential element in machining operations. What is deburring process becomes pivotal when heat escalates during metal work. High machining temperatures can lead to burr formation.
– Surface Roughness
Surface roughness could also bring about burr formation. If a machined surface is uneven, it may end up having more burrs. Smooth surfaces can help in minimizing burrs. Ensuring a uniform surface finish aids in the what is deburring tool used for scenario.
– Tool Path
The pathway of the tool during machining influences burr formation. An irregular tool path might lead to an uneven cut, promoting burrs. On the other hand, a constant, smooth tool path minimizes the likelihood of burrs.
– Exit Angle
The exit angle of the tool is an influential factor for burr creation. An incorrect exit angle can lead to burr formation. Maintaining a correct exit angle is crucial for avoiding burrs. In essence, burr formation depends on a combination of these parameters.
– Edge Radius
Understanding burrs starts with the edge radius. In manufacturing, sharp edges lead to burrs. A lower edge radius, say 0.01 mm, can result in more burrs than a larger one.
Using a deburring tool can reduce this issue. The goal is to achieve smooth edges without extra material. Trust the process and see a reduction in defects. Every smooth edge shows expertise and a job well done.
– Workpiece Stiffness
The stiffness of the workpiece plays a role too. A stiff piece, with a high Young’s modulus, can resist deformation better. However, stiff materials can also produce burrs. So, a balance is needed. The selection of material matters. Always remember that an appropriate material can help limit burrs. In turn, this can reduce the need for deburring.
– Vibration
Mechanical vibration is another key factor. During machining, vibrations can displace material, forming burrs. Controlling vibrations leads to fewer burrs. So, focus on machine stability. Lower amplitude vibrations, under 1 m/s², usually help. The smoother the process, the less deburring is required.
– Cutting Force
Pay attention to the cutting force too. High cutting force can cause material displacement, hence burrs. Keep the cutting force low, within the 10-20 N/mm² range, to lessen burrs. Apply the right force for the right material. Remember, thermal deburring can help with tough burrs. Strike a balance between force and the need for post-process deburring.
– Material Microstructure
The last factor is the material’s microstructure. Grain sizes and arrangements can affect burr formation. Large grain sizes may cause bigger burrs. Aim for materials with small grains, under 100 μm. Understand that every piece is unique. Know the material well. In tricky cases, electrochemical deburring might be the solution. Each tiny change can lead to a significant improvement.
Different Types of Burrs!
§ Mechanical Burrs
Rough edges on machine parts; termed as ‘mechanical burrs,’ form due to cutting or drilling operations. The presence of these burrs often affects a part’s performance, sometimes even its safety. Deburring becomes necessary to ensure optimal functioning.
Many use a special tool, known as a deburring tool, for this. A high-speed rotation of the tool removes these undesirable burrs. This process not only increases the part’s lifespan but also improves the quality of assembly.
§ Thermal Burrs
Just as metal parts have mechanical burrs, thermal burrs occur on plastic components. During molding or casting processes, excess material often remains, forming what you know as ‘thermal burrs.’ Clearing these involves the use of a thermal deburring machine.
For this, one requires a certain gas. What gas is needed for a thermal deburring machine? The answer is oxygen, coupled with a controlled explosion inside the machine chamber. The sudden heat surge melts away the burrs, leaving a smooth and clean finish.
§ Residual Burrs
Residual burrs appear after machining processes, posing potential harm to machinery and operators alike. A technique named vibratory deburring comes into action. Here, a machine vibrates at high frequencies, creating friction between the part and abrasive media in the machine’s bowl.
The process smoothens rough edges, leaving parts free from residual burrs. This not only increases safety but also boosts the quality of the final product.
§ Poisson Burrs
Poisson burrs are raised edges on metal surfaces. After machining operations, such as drilling or milling, they appear. Skilled workers remove these using deburring tools. What is deburring chamfer? Precision is key here. deburring champer removing excess metal increases the quality of finished products. By ensuring a smooth surface, you reduce risks.
Cuts from sharp edges are avoided. Machinery parts fit better without these intrusions. Even small pieces measuring 0.001” matter.
§ External Burrs
External burrs protrusions stick out from edges. The cause is often cutting operations. The hard material fights back, forming these nuisances. Professionals use deburring bits for removal.
What does what is a deburring bit used for mean? Well, these bits can grind off unwanted pieces. Again, size matters. Even minute burrs of 0.0005” can cause problems. Machines work better when clean. External burrs can cause wear and tear.
§ Internal Burrs
Internal burrs form inside holes. Drilling and reaming operations can leave behind such burrs. These need special care. Their hidden nature makes them difficult to remove. A FCT unit deburring tool helps in these cases. FCT stands for Fast Cut Tool. These tools reach inside deep holes. They can clear out burrs down to 0.002” in size.
| Type of Burr | Formation Process | Removal Method | Impact on Material | Commonly Occurs in | Removal Cost | Effect on Dimensional Accuracy |
| Mechanical Burrs | Physical forces during machining | Grinding, abrasive blasting | Local deformation, scratches | Milling, turning | Medium | Negatively impacts |
| Thermal Burrs | High temperature operations | Electrochemical deburring, thermal deburring | Heat-affected zone, possible warping | Laser cutting, welding | High | Considerably impacts |
| Residual Burrs | Unremoved material after initial burring | Ultrasonic cleaning, chemical treatment | Might hide defects | Any manufacturing process | Low | Minor impact |
| Poisson Burrs | Material displacement due to stress concentration | Electrolytic deburring, abrasive flow machining | Micro-cracking, stress concentration | Punching, pressing | High | Major impact |
| External Burrs | Occurs on outer edges of material | Manual filing, abrasive blasting | Visual/aesthetic defects | Most machining operations | Low-Medium | Negligibly impacts |
| Internal Burrs | Formed inside holes or internal features | Internal grinding, abrasive flow machining | Hinder fit and function | Drilling, reaming | High | Significantly impacts |
Table on Different Types of Burrs!
An Overview of Various Deburring Methods!

» Mechanical Deburring
Machines remove small bumps, or burrs, from metal parts. Tools such as brushes, sheet metal grinding wheels, or even filing can take part in this process. In one minute, a machine can debur around 500 to 1000 parts. This process yields smooth parts, aiding in their function. Such precision also enhances safety during handling.
» Thermal Deburring
Another method to look at in deburring is the thermal process. Here, extreme heat makes burrs vanish from parts. Heat goes up to around 3,000°C in an enclosed space. In a few milliseconds, burrs are gone.
» Cryogenic Deburring
Now, consider cryogenic deburring. Unlike thermal deburring, this process involves extreme cold. Think of temperatures dropping below -150°C. These frigid conditions cause burrs to become brittle. Then, vibration or blasting breaks them off. Afterward, parts are warm again in a process taking about two minutes. You might wonder, what is a gun deburring tool?
Often, it’s a cryogenic deburring system, because cold can’t harm delicate parts like a gun’s components.
» Manual Deburring
A common method in the metalworking industry is manual deburring. Workers use hand tools like files or sandpaper. On a piece, they rub away unwanted sharp bits, also known as burrs.
This method is straightforward, suitable for different shapes and sizes. However, accuracy relies on the worker’s skill. Some processes involve special machines with spinning heads. Manual methods are best for small production volumes or intricate components.
» Grinding and Rolling
To understand grinding and rolling, consider large machines. They hold metal parts, rotating them against abrasive surfaces. During the process, unwanted edges or burrs get smoothed down. Steel balls can also be used, rolled over the surface under high pressure.
Grinding works well on hard metals and can process many pieces at once. However, it can’t reach into small corners or complex parts.
» Electrochemical Deburring
For precision tasks, electrochemical deburring is the answer. It uses electricity and a conductive solution. In this process, a small electric current is passed through the part. This causes unwanted burrs to dissolve. No mechanical force is needed, so there’s no chance of damaging the piece. It’s excellent for parts with tiny holes or complex geometries.
» Hole Deburring
If a part has holes, burrs can form inside them. To tackle this, there’s hole deburring. Special tools called deburring bits are inserted into the holes. They spin at high speed, removing burrs from the inner surface. This technique is highly accurate but can be slow if many holes need deburring.
» Brushing
What is deburring brush? Brushing employs robust bristles, making precise contact with metal surfaces. Workpieces, having different shapes, sizes, and types, receive thorough clean-up. Undesired edges or burrs, those tiny irregularities, get removed. Rotary brushes are a popular choice.
Their dynamic, fast spinning action ensures smooth finishes. Always prioritize proper brush selection. Consider stiffness, size, and bristle material for effective deburring. Enhanced product quality becomes possible through diligent brushing.
» Electrochemical deburring
Electricity and chemical reactions are key players here. It’s a process where metal parts submerge in a bath of electrolytes. Applying a specific voltage initiates an electrochemical reaction. This event results in controlled metal removal. Special attention goes to unreachable, intricate sections. Burrs hiding in those parts get eliminated. More uniform, smoother finishes come out.
» Cryogenic deburring
It’s a chillingly unique process, using extremely cold temperatures. Liquid nitrogen, having a temperature of minus 196°C, gets used. Burrs become brittle at such low temperatures. A quick mechanical shock follows.
The result is brittle burrs shatter, leaving a burr-free workpiece. No damage occurs to the actual part. Cryogenic deburring suits best for plastic and rubber materials. Yes, deburring isn’t limited to metals only.
Understanding the Deburring Process!
Pre-deburring Steps: Setup and Calibration
To debur parts, initial steps include proper setup and accurate calibration. First, place the part securely in the deburring tool. Double-check the placement to avoid errors later. Then, calibrate the tool, ensuring the precision of settings. Accuracy in calibration is essential.
Too much force damages the part, too little leaves burrs intact. Constant attention to detail improves the deburring process. A calibrated machine guarantees smooth, efficient operation.
The Deburring Phase: Techniques and Best Practices
o Proper Tool Selection
When it comes to deburring, choosing the correct tool is critical. Tool selection varies depending on the material, size, and shape of the part. Hard metals need tough tools, while delicate materials require gentler methods.
Deburring a pipe might require specialized tools to ensure all interior and exterior edges are smooth. Look for quality, durability, and specific design when selecting tools. Correct tool choice ensures efficient deburring and extends the life of the part.
o Optimal Feed Rate
Setting the correct feed rate plays a pivotal role in the deburring process. Feed rate refers to the speed at which the material moves into the deburring tool. Too fast a rate can cause damage. Too slow a rate is inefficient.
Balancing the feed rate based on the material and tool type is crucial. Consistently monitoring the feed rate can lead to superior deburring outcomes.
o Adequate Lubrication
Proper use of lubrication remains a key aspect in the deburring phase. Sufficient oil or coolant ensures smooth movement for the deburring tool on materials. With lubrication, the rough edges get smoothed out more evenly. In the case of what is debur parts, the lubricant prevents the tool from overheating or causing damage.
All materials, including metals, plastics, or ceramics, require tailored lubricants to suit their unique properties.
o Correct Cutting Speed
How quickly the deburring tool moves matters significantly. Speed must match the material hardness and the deburring tool’s composition.
When considering what is deburring a pipe, for instance, slow cutting speed might be suitable for hard pipes like steel. In contrast, softer materials such as copper may allow for higher speeds. Precise speed selection contributes to better control, increased efficiency, and optimal results.
o Tool Path Planning
In the world of deburring, well-planned tool paths stand essential. Smart paths help the tool navigate the surface efficiently, catching all rough spots.
When examining what is deburring and buffing machine parts, a well-orchestrated path strategy becomes even more crucial. Use CAD/CAM software to plan paths that follow contours accurately. You must always plan for even contact between the tool and workpiece.
o Workpiece Securing
In the act of deburring parts, workpiece securing takes a vital role. The process involves holding parts steady during the deburring process. Uneven pressure on a metal part can result in unwanted burrs. Firm securing helps reduce this risk.
Stabilizing the workpiece contributes to the precision and quality of the final product. Tools like vices or clamps help in this step. Expert handlers secure pieces tightly before deburring.
o Depth Control
In the deburring a pipe process, depth control stands crucial. Too shallow a cut won’t remove burrs. Conversely, a cut too deep may damage the pipe. Maintaining the correct deburring depth proves essential.
In the industry, experts often use gauges to control the depth. The optimal depth varies based on the pipe material and size. The deburring process demands constant monitoring and careful execution for depth control.
o Burr Size Evaluation
In the deburring process, size matters. Evaluating the size of burrs is important before starting. Larger burrs need different handling compared to small burrs. For example, a large burr might require the use of deburring and buffing machine parts.
Smaller burrs might just need manual filing or sanding. Precise assessment of burr size dictates the deburring method used.
o Burr Location
Location is crucial in deburring. Burrs often reside at the edge of metal parts or in holes. They hide in corners or joints too. Burrs found in easily reachable areas can be dealt with using manual methods. Hand tools, like files or sandpaper, work well.
If burrs are inside holes or corners, advanced techniques come into play. Think of electrochemical or thermal deburring. Special tools can reach these tricky places. Accurate detection of burr location reduces future trouble.
Post-deburring Steps: Cleanup and Quality Control
Deburring doesn’t end with burr removal. A clean-up follows. Technicians wash parts in hot soapy water. They do this to remove residual burrs or grinding dust. Air-drying or a quick spin in a drying machine helps parts get completely dry. Inspecting the pieces comes next.
Quality checks are essential. Technicians examine each part under light, looking for remaining burrs. A magnifying glass helps spot any tiny ones left. Accurate measures like surface roughness tests may be used too. If all checks pass, parts move to the next process.
Documentation of the results also happens. It is how you uphold standards in deburring. Being thorough in these post-deburring steps ensures high-quality results.
Benefits of Deburring!
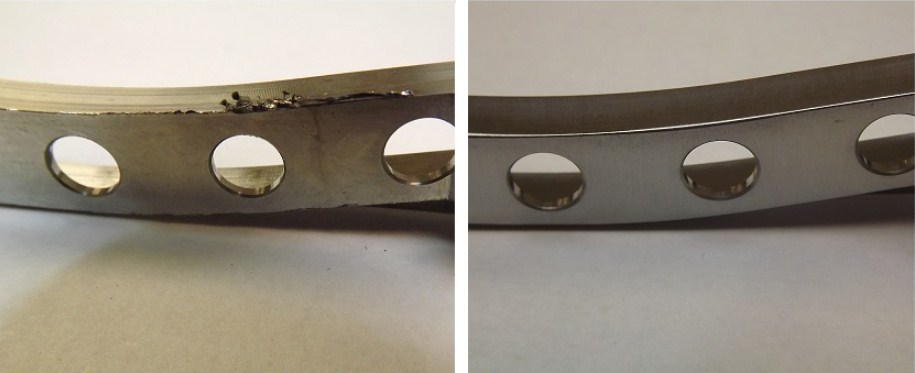
» Surface Smoothness
The process of deburring gifts an unmatched smoothness to materials. Look at a deburring brush, used in industrial settings. With each stroke, it removes tiny, unwanted bits from surfaces. Metals, plastics, and even woods become smoother. This elimination of burrs gives a neat, clean finish. Handling smooth parts becomes easier. Smooth surfaces also increase product quality. It’s all part of the deburring magic.
» Enhanced Safety
What is deburring copper pipe? Pay attention to deburring copper pipe for a perfect example of safety improvement. By getting rid of sharp burrs, the risk of cuts reduces greatly. The process also decreases chances of equipment failure. Burrs can cause unwanted friction. They can also obstruct the flow in pipes. By removing them, safety in workplaces is enhanced. Safe parts mean safe workers.
» Improved Precision
Every detail counts in precision industries. That’s where the deburring process shines. It increases the accuracy of component assemblies. Removing burrs means removing potential obstacles. Smooth, burr-free parts fit together more precisely. It’s no small matter. Precise assembly contributes to the overall function of machinery.
» Better Quality Control
Deburring compound is key here. Applied to surfaces, it helps remove burrs effectively. The result is a more predictable product quality. Without the erratic nature of burrs, parts become more consistent. Consistency means easier quality control. Easier quality control means better products. So, better products mean satisfied customers.
» Longer Tool Life
The benefits of deburring also extend to tools. Burrs cause extra wear on tools. By removing them, the life of cutting and forming tools is extended. These tools handle burr-free parts more gently. That leads to less damage over time. Simply put, deburring helps tools last longer.
» Increased Production Efficiency
In deburring, the removal of sharp edges aids in smooth production. The use of a deburring brush speeds up assembly lines. No longer does one need to halt operations for edge corrections. Fast production leads to more products out the door. This efficiency boost saves precious minutes, hours, and days over the course of a year.
» Reduced Scrap Rates
When burrs remain, they can cause product rejection. With deburring, the reduction in scrap rates becomes evident. Consider making 10,000 copper pipe fittings, and 1% has burrs. With deburring, you can reduce the wasted fittings.
» Noise Reduction
The operation of machines can cause noise pollution. Removing burrs decreases vibration in machine parts. Lower vibration equals less noise. The result is a quieter, more efficient work environment.
» Better Product Performance
Achieving optimal product performance is easier with deburring. Each burr removed reduces the chance of component failure. An engine part, for instance, works better with smooth surfaces. Debris and burrs can restrict fuel flow or cause premature part failure.
» Easier Assembly
Assembly becomes significantly easier when burrs are not in the picture. Consider a 50-part assembly line. With burrs, the failure rate might be 2%. But after deburring, that rate drops to 0.1%. This means fewer part rejections and more successful assemblies.
» Cost Savings
Every business aims to save costs. Deburring can be a crucial factor. Consider the savings from reduced component failure, fewer reworks, and less machine downtime. Even the time saved from easier assembly contributes to cost savings. One case study showed a 15% cost reduction from implementing a deburring process.
Deburring Safety Considerations!
Safety Precautions in Deburring Operations
- Proper PPE
- Ventilation
- Safe Handling
- Equipment Inspection
- Operator Training
- Emergency Protocols
- No Overloading
- Tool Maintenance
Hazards Associated with Deburring
- Sharp Edges
- High Noise
- Flying Debris
- Slipping Hazards
- Fire Risks
- Chemical Exposure
- Equipment Malfunction
- Repetitive Strain
- Incorrect Handling
Measures to Mitigate Deburring Hazards
- Regular Inspection
- Correct PPE
- Safe Procedures
- Adequate Training
- Machine Guards
- Emergency Exits
- Proper Ventilation
- Safe Material Disposal
Deburring Quality: How to Measure and What Affects It?
Deburring Quality Standards
o ISO Standards
What is deburring is often questioned by those new to manufacturing. Defined simply, it’s the process of removing sharp edges or protrusions from metals after machining.
To ensure smooth, clean pieces, ISO Standards were set. With codes such as ISO 9001:2015, deburring work becomes efficient. Trustworthy and industry-approved, these guidelines are global. They regulate machine parameters and workpiece measurements, enhancing productivity.
o ASME Standards
Moving forward, let’s discuss ASME Standards. Rooted in America, the ASME B46.1 is noteworthy. For what is meant by deburring, this standard provides insight.
With dimensional requirements for smooth surfaces, it assists workers in the manufacturing sector. Focusing on the removal of burrs from machine parts, it ensures clean and safe products. Precision is crucial, and ASME Standards guide this path, leading to proficient deburring.
o ASTM Standards
One can’t neglect the ASTM Standards when deburring. The ASTM E112-13 sets the bar high for grain size measurements. Working on components, what is needed skill for deburring parts job includes the understanding of these standards. It details the need for clean edges, fewer fissures, and uniform surface quality. Emphasizing deburring excellence, ASTM Standards inspire skilled workmanship.
o NIST Standards
NIST Standards – a pivotal part of quality control, NIST aids in verifying measurements. In answering what is PEX deburring, one can refer to NIST’s stringent standards. Dictating rules for PEX pipe deburring, it ensures safe, efficient water flow. Correct measurement is crucial for a leak-free fit, making NIST Standards integral to deburring.
o ANSI Standards
The ANSI Standards have a say in deburring quality too. For instance, ANSI B11.6-2001 safeguards the use of deburring machines. When using the Sharkbite deburring tool, these standards offer a safety blueprint. They cover numerous factors, including machine parameters and part dimensions. This contributes to a higher quality of deburring, instilling trust in the manufacturing process.
Factors Affecting Deburring Quality
– Material Type
Deburring refers to the process of smoothing edges in metalwork. Some materials like steel or aluminum may create more burrs. The harder the material, the more care needed in deburring. Differences in hardness require varied deburring methods.
– Tool Condition
The state of your deburring tool plays a big part in the quality of work. A worn-out tool creates more burrs, reducing the smoothness. Ensure tools are sharp, well-maintained, and cleaned regularly for best results.
– Operator Skill
An expert operator can significantly impact the deburring process. Understanding the right pressure to apply, handling the tool correctly, and reading the material all contribute to the end result. Operator training and experience improve the final product.
– Burr Size
Large burrs may complicate the deburring process. Big burrs need more work to remove, while tiny burrs may require specialized tools. The size of the burr directly affects the time and method required for deburring.
– Machine Calibration
Proper machine settings are critical in the deburring process. Incorrect calibration may produce poor quality, with the chance of creating more burrs. Precision in machine calibration is key to smooth, burr-free surfaces.
– Deburring Method
There are many ways to achieve deburring, each suited for a specific material and burr size. Methods range from simple manual filing to complex CNC machines. Selecting the right method can make a huge difference in the final output.
– Quality Control Measures
Consistent checks ensure that the deburring process meets industry standards. Use of tools like microscopes or roughness gauges helps detect unwanted burrs.
– Workpiece Design
The design of the workpiece affects the deburring process. Complex shapes require more effort, while simple ones may be easier to deburr. Understanding the design is crucial for a successful deburring process.
Deburring Applications in Different Industries!

Deburring in the Automotive Industry
In automotive production, specifically, gear parts necessitate deburring. Gears, having many teeth, hold burrs after machining. High-precision gear operations use deburring for exactness. Such precision prevents car breakdowns, enhancing safety.
In terms of thermal energy deburring, the process uses gas mixtures as fuel. What kind of fuel is needed for thermal deburring? Experts recommend hydrogen or methane. These substances create an explosion, removing burrs instantly.
Deburring in Aerospace and Aviation
Airplane components like turbine blades must be burr-free. Without deburring, minor burrs could disrupt air flow. Disruption then impacts the aircraft’s fuel efficiency and speed. What is tube deburring here? In simple terms, it’s a process for smoothing the inner and outer surfaces of tubes. These tubes, integral to aircraft systems, must be flawless. What is deburring system? Proper tube deburring system prevents leaks, ensuring flight safety.
Deburring in the Manufacturing and Production Industries
Deburring holds a place in broad manufacturing too. What is deburring machine? Consider machinery components like shafts and bearings. Debris or rough edges, or ‘burrs’, are undesired. They cause operational failures and affect product lifespan. Thermal energy deburring is a common approach.
What is thermal energy deburring? In essence, it uses heat to remove burrs. The process suits different materials including aluminum and steel. In manufacturing, it ensures product quality. Deburring in this sector contributes to efficiency, promoting longer machine life and better output.
Conclusion
The exploration of ‘what is deburring?’ had a fascinating journey. You’ve learned everything from understanding burrs to maintaining deburring tools and equipment. In every industry where metal shaping is key, deburring stands out as an essential process.
It safeguards quality, enhances safety, and optimizes productivity. So, whether you’re a novice or a seasoned pro, continue to elevate your deburring knowledge and skills. Visit KDMFAB, your destination for all things deburring. The path to becoming a pro begins today.

