


Brass is a copper alloy of zinc. Normally, zinc influences the metal’s surface properties such as resistance and smoothness.
In this guide, you are going to learn everything about stamping brass. Whether you want to learn about the benefits, tool, actual process or applications – you will find everything right here.
Advantages of Brass Stamping
Brass stamped parts find use in various industries such as energy, marine, telecommunications and medical. Some notable advantages of brass stamping include:
- Brass is a good thermal conductor allowing stamping of parts for thermal applications.
- Brass is highly malleable and ductile allowing stamping of high strength products.
- Brass stamping allows you to make highly decorative parts with considerable corrosion resistance, surface evenness and polished finish.
- Even after using stamped brass parts, after their useful life cycle you can recycle these parts into new forms.
- The decent electrical conductivity of brass owing to copper makes it applicable in stamping operations for lighting features and electrical elements.

How to Choose Brass Alloy for Stamping Process
Brass alloys contain different ratios of the main elements of copper and zinc with some including additional elements such as tin. When selecting the preferred brass alloy for your stamping process, you consider the following:
1. Cost
As in any other material selection process, cost is a necessary consideration when it comes to brass alloy and stamping. As any project requires a budget, the cost of your brass alloy should be within the budgeted amount.
2. Machinability
The ease of machining brass stamped parts defines its machinability and is a quality of the material. Employing highly machinable brass alloys for your stamped parts ensures less complicated machining operations.
3. Finishing Alternatives
After stamping brass parts, there might be need for finishing for aesthetics or to appraise certain properties like surface resistance. Brass alloys have different properties and as such can only effectively work with certain finishes.
4. Weldability
Welding is an essential metal working process when you need to join multiple parts. When welding brass stamped parts, utilizing brass alloys with high weldability is necessary to avoid a complicated and costly alternative.
5. Bend Rating
Brass is generally ductile and malleable ascribing to its formability in stamping operations. In stamping operations involving bending operations, brass alloys depending on constituent elements, exhibit different bend ratings.
The bend rating of a brass alloy is a property that describes the material’s ability to be bended without deformation.
6. Tensile Strength
A brass alloy’s tensile strength describes its tendency to tolerate an applied force and avoid breaking. Especially when intended for use in highly stressful applications, an alloy with the adequate strength is appropriate for brass stamped parts.
7. Application
It is important to evaluate whether your chosen brass alloy will be capable of supporting the intended application. Where properties such as conductivity are desired, selecting a brass alloy with higher copper content than zinc is advisable.
8. Formability and Ductility
The formability and ductility of a brass alloy will define the complexity or simplicity of transforming the material into desired forms. When making brass stamped parts, select brass alloys with high formability and ductility to reduce processing costs.
More Resources:
Brass – Source: KDMFAB
Brass Fabrication – Source: KDM
Best Brass Alloys for Stamping Process
Brass alloys contain varying amounts of copper and zinc with the combination of other elements. Variation of brass’ elemental constitution seeks to enhance properties such as hardness, surface resistance, malleability and even colour.
Some common brass alloys include:
· Common Brass
The 63% copper and 37% zinc composition of common brass makes it a standard material in cold working projects. Also called rivet brass.
· Muntz Metal
Has 60% copper and 40% zinc with some iron traces, produced as an alternative to copper in boat hulls. Given its antimicrobial property and low cost it finds common use as a cheaper alternative to copper.
· Free-Machining Brass
With 61.5% copper, 35.5% zinc and 3% lead, free-machining brass is more malleable and machinable thanks to lead addition. It is smooth, easily plated and resistant to corrosion finding use in making machine parts, plumping fixtures, valves and electrical components.
· Nickel Brass
With 70-76% copper, 20-24.5% zinc and 4-5.5% nickel, this brass alloy finds use in coinage used as currency in Europe.
· Admiralty Brass
Contains 69% copper, 30% zinc and 1% tin, with the tin content useful in preventing loss of zinc through zincification.
· Naval Brass
Containing 59% copper, 40% zinc and 1% tin, naval brass demonstrates great strength and corrosion resistance finding use in marine applications. Tin enhances the alloys resistance to loss of zinc in its structure (dezincification).
· Aluminum Brass
With 77.5% copper, 20.5% zinc and 2% aluminum that augments corrosion performance, this brass alloy finds use in condenser tubes and exchangers.
· Nordic Gold
Contains 89% copper, 5% zinc, 5% aluminum and 1% tin with a gold appearance, tarnish resistance, antimicrobial and non-allergenic. This brass alloy finds use in making coinage and as an alternative to real gold.
· Cartridge Brass
The 70% copper, 30% zinc and less than 0.07% lead composition gives this brass alloy impressive cold working qualities. Cartridge brass is used in hardware components, plumbing fixtures and ammunition casings.
· Delta Metal
By combining 55% copper, 41-43% zinc, 1-3% iron and other element traces, delta metal is a hard material. Its use is common in bearings, gears and valves.
· Silicon Tombac
The 80% copper, 16% zinc and 4% silicon composition makes it a great alternative to steel in investment casting.
· High Brass
Contains only copper and zinc (65%, 35%) exhibiting great tensile strength. Articles such as screws, rivets and springs are made from high brass.
More Resources:
Brass Alloys – Source: AZO Materials
Three Different Forms of Brass – Source: Sciencing
Brass Stamping Processes
Brass stamping entails different forming processes that transform the brass alloy into the desired shape. Some of the common brass stamping processes include:
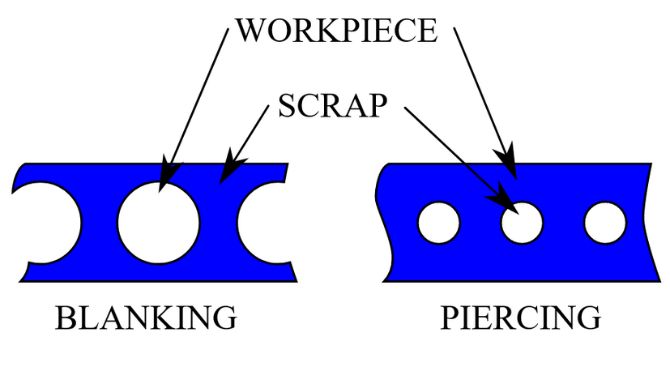
Blanking Brass
Involves cutting out the desired brass part shape with the hole diameter and edge-to-hole spacing important parameters. When blanking, it is important to prevent burr formation to avoid need for secondary processes that increase lead time and costs.

Piercing Brass
Piercing is a precise hole formation for brass stamped parts with smaller holes, cutouts or slots within the main design. It is possible to execute blanking and piercing as a single process.
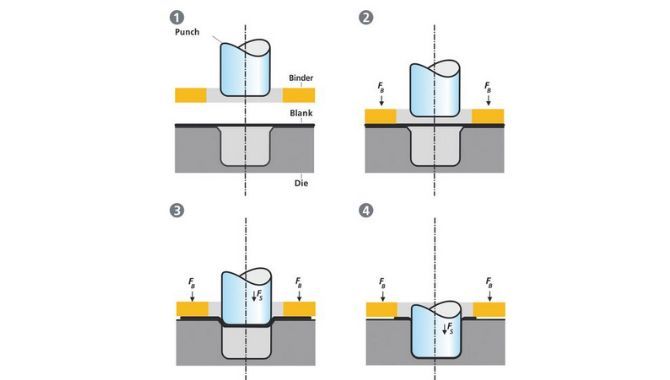
Drawing Brass
The drawing process constitutes the primary stamping process involving the forceful subjection of the brass piece through an aptly shaped die. Drawing can be shallow or deep depending on the depth of the die cavity.
Bending
When bending brass pieces, you secure them leaving a protruding part that a ram acts on to initiate a bend. Bending typically succeeds drawing as undertaking the processes in reverse can result in deformation.
When conducting bending process the following tips are vital:
- Corner radii should be at minimum half the thickness of the brass piece.
- Keep acute corners and intricate cutouts at minimum to reduce burr formation.
- Making a bend very close to a hole can result in deformation.
- The widths of tabs and notches should be about one and a half times larger than the brass thickness.
Some common bending methods include:
i. Air Bending: Utilizes a V-shape die to bend brass parts whose thickness is smaller than the punch and die cavity.
ii. Coining and Bottoming: These specialized bending processes are carried out over tight die cavities with large force application.
More Resources:
Sheet Metal Blanking – Source: KDM
Blanking and Piercing – Source: Wikipedia
Sheet Metal Deep Drawing – Source: KDM
Sheet Metal Bending Parts – Source: KDM
Tools in Brass Stamping
Brass stamping typically involves the application of a force over a brass piece to initiate a desired shape. While you can execute this process without highly complicated tools, for large pieces a die system wlii suffice.
Some proper tools in brass stamping include:
a. Bending Bar: A bending bar allows you to perform bending operations by placing the brass piece over it and applying force.
b. Strike Jig: Facilitates the application of a force when manually performing brass stamping working similarly to a punch.
c. Stamping Die: Allows you to make precise profiles from brass piece by cutting and forming upon force application via a punch. You can have single-station or multi-station stamping dies depending on the number of die sets and functions.
Brass Stamping Lubrication Methods

Brass stamping lubrication ensures your tooling does not wear quickly by utilizing lubricants to minimize the effect of friction during stamping. Consequently, you get to derive more use and thus benefit from the tooling.
There are two main brass stamping lubrication methods:
Contact Lubrication
In this lubrication method, the lubricant gets in direct contact with the brass piece through application. Application can be through submersion, coating or wiping providing the most efficient and consistent coverage.
Non-contact Lubrication
The lubricant application in this method is via spraying forms that may or may not use air assistance. It is an inexpensive method but is wasteful in terms of effective lubricant and can result in inconsistencies.
Considerations when Selecting Brass Stamping Lubrication System
Selection of a brass stamping lubrication system is one you put in thought by weighing the following considerations:
Application Method
Employing lubricant manually can be feasible when undertaking custom projects. However, where volumes are a concern having a central supply system for lubrication is vital. Such as system can ensure consistent lubricant supply enhancing process efficiency.
Tooling System Speed
It is important for your lubrication system to be at par with the operation of the punch and die unit. This way, it can release the adequate lubricant amount at the tooling system’s press rate or brass’ feed rate.
Automation
Many lubrication systems are automated but may require monitoring to keep track of the lubricant levels. While some may indicate lubricant quantity by having a low threshold, others may exhibit reduced pressure during application.
Brass Material Width and Thickness
The lubrication system should be able to deposit lubricant across the brass material width for effective coverage. Additionally, when using contact lubrication, it may be necessary to consider the brass material thickness to allow accurate deposition.
Type of Stock Feeding
Yu can have either coil or blank stock in your system which is especially a concern when employing contact lubrication. For intake, when employing blanks stock it is necessary to conduct the stock though the lubrication system.
Lubricant Type
There are several types of lubricants such as petroleum based, water soluble, synthetic and even oils depending on constituent substance. Some brass materials may be incompatible with certain lubricants making it a necessary consideration during selection of lubrication system.
Application of Stamped Brass Parts

Stamped brass parts find a variety of uses such as:
- Jewelry items like lockets.
- Medical equipment
- Locking systems
- Custom gears, bearings and valves
- Parts for electronic use and lighting
- Brass stamping kit
- Brass stamping letters
- Brass stamping hammer
- Brass stamping tools
- Brass tags
Conclusion
As you can see, stamping brass is a versatile process you can use to make many parts.
At KDMFAB, we will help you in all your brass fabrication processes.
More Resources:
High Speed Stamping – Source: KDM
Metal Stamping – Source: Science Direct
Deep Drawn Stampings – Source: KDM
Sheet Metal Stamping Parts – Source: KDM
Everything about Tube Stamping in Metal Fabrication Explained – Source: KDM

