

Cold forming stainless steel stands tall in the world of metal shaping. In this comprehensive blog, expertise and insightful data become the heroes. Discussions dive into various types of stainless steel and their key properties. So, keep exploring!
Understanding Stainless Steel!
Types of Stainless Steel
| Property / Type | Austenitic | Ferritic | Martensitic | Duplex | Precipitation Hardening (PH) | 316 Grade | Super Duplex |
| Microstructure | FCC | BCC | BCT | Mixed | Varies | FCC | Mixed |
| Typical Grades | 304, 316, 321 | 430, 441 | 410, 420 | 2205, LDX 2101 | 17-4 PH, 15-5 PH | – | Alloy 20, 2507 |
| Chromium Content (%) | 16-26 | 10.5-30 | 11.5-18 | 19-28 | 12-18 | 16-18 | 24-26 |
| Nickel Content (%) | 8-20 | Minimal | 0-2.5 | 4-8 | 4-9 | 10-14 | 6-8 |
| Molybdenum Content (%) | 0-7 | 0 | 0 | 1-5 | 0-3.5 | 2-3 | 3-4 |
| Corrosion Resistance | Excellent | Moderate | Low | Very Good | Very Good | Excellent | Exceptional |
| Mechanical Properties | High strength, non-magnetic, formable | Moderate strength, magnetic, less formable | High strength, magnetic, less ductile | High strength, higher corrosion resistance than austenitic | High strength and hardness | High strength, non-magnetic | Very high strength, excellent corrosion resistance |
| Applications | Food processing equipment, chemical processing, architectural | Automotive parts, cooking utensils | Cutlery, surgical instruments | Chemical processing, oil and gas industries | Aerospace, petrochemical industries | Chemical equipment, surgical instruments | Offshore platforms, heat exchangers |
Table on Types of Stainless Steel!
Key Properties
| Property | AISI 304 | AISI 316 | AISI 410 | AISI 430 | Duplex 2205 | Super Duplex 2507 | Inconel 625 |
| Corrosion Resistance (PREN*) | 18-20 | 23-27 | 12-14 | 17-18 | 34-36 | 40-42 | 52-55 |
| Tensile Strength (MPa) | 515 | 550 | 480-550 | 450 | 620 | 795 | 827 |
| Ductility (% elongation at break) | 60 | 55 | 25 | 22 | 25 | 15 | 42.5 |
| Thermal Conductivity (W/m•K) | 16.2 | 13.7 | 24.9 | 26.1 | 19.0 | 15.0 | 9.8 |
| Magnetic Properties (Is it Magnetic?) | No | No | Yes | Yes | Yes | Yes | No |
| Hardness (Rockwell B) | 70-85 | 75-95 | 90-100 | 75-85 | 90-100 | 95-110 | 60-95 |
| Malleability (Ability to deform without breaking) | High | High | Low | Low | Medium | Low | High |
| Weldability (Ease of welding) | Excellent | Excellent | Moderate | Moderate | Good | Good | Excellent |
| Cryogenic Toughness (J) | 160 | 200 | 40 | 50 | 100 | 150 | 225 |
| Heat Resistance (Max service temp. °C) | 870 | 925 | 1200 | 815 | 300 | 290 | 980 |
| Electrical Resistance (μΩ•m) | 720 | 740 | 550 | 600 | 800 | 820 | 1,300 |
| Formability (Ease of forming) | Excellent | Excellent | Poor | Moderate | Good | Poor | Excellent |
| Recyclability (Can it be recycled?) | Yes | Yes | Yes | Yes | Yes | Yes | Yes |
| Surface Finish (Range of available finishes) | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. | BA, 2B, #4, #8, etc. |
| Chemical Resistance (resistance to chemical attack) | Excellent | Superior | Moderate | Moderate | Superior | Exceptional | Exceptional |
| Stress Rupture Strength (MPa at 1000 hrs) | 103 | 113 | 85 | 79 | 150 | 180 | 450 |
| Creep Strength (MPa) | 4.5 | 5 | 7 | 6 | 10 | 13 | 20 |
| Fatigue Resistance (Cycles before failure) | 3×10^6 | 2.5×10^6 | 2×10^6 | 1.5×10^6 | 4×10^6 | 3.5×10^6 | 4.5×10^6 |
Table On Key Properties Of Cold Forming Stainless Steel!
Cold Forming Process!
» Cold Rolling
During cold rolling, rolls of 48-60” width compress the steel. Furthermore, rollers set at various angles reduce steel thickness. A thickness of 0.07-6.0 mm, a common range, ensures impeccable quality. Optimal reduction in each pass, roughly 50-90%, yields great results.
Note, cold rolling necessitates adequate lubrication. Lubrication prevents roll and strip surface defects.
» Cold Drawing
Here, the stainless steel passes through a die, a shaped hole. The die reduces the steel’s diameter, making wire or rods. Reduction ratios ranging from 15:1 to 45:1 are optimal.
Notably, each cold drawing pass further strengthens the steel.
Consequently, the steel’s tensile strength increases to about 1200 MPa. In addition, the steel exhibits remarkable dimensional accuracy. Recrystallization annealing, a heating process, relieves built-up stress.
» Stamping
In stamping, high-powered presses shape stainless steel sheets. The press exerts a force ranging from 5 to 350 tons. Precise dies cut or form the steel into specific shapes. Progressive dies, compound dies, and deep drawing dies dominate.
Keep in mind, a typical die lasts about 150,000 cycles. Also, stamping speed affects steel properties. High-speed stamping, around 1500 strokes per minute, is common.
» Press Forming
Press forming, another key process, molds steel sheets or plates. The press exerts between 100 to 1000 tons of pressure. Dies within the press shape the steel.
Additionally, sheet metal bending, drawing, and shearing are typical techniques. Attention to detail ensures minimal springback. Now, springback causes the steel to retract after forming.
» Swaging
In swaging, rotary dies forge steel tubes, rods, or wires. Moreover, swaging creates tapers, curves, and other intricate shapes. Conventional swaging machines operate at 2000 RPM.
The machines utilize a pair of dies. Additionally, tubes with wall thicknesses from 0.5 to 3.0 mm undergo swaging. Furthermore, experts focus on swaging speed to achieve precise dimensions.
» Extrusion
Ram forces steel through a die’s opening. The steel adopts the die’s cross-sectional shape. Hollow or solid shapes are achievable. An extrusion ratio of 10:1 to 100:1 is typical. Steel extrusion generates tremendous pressure, often exceeding 350 MPa.
Additionally, steel’s temperature remains below recrystallization during extrusion. Thereby, extrusion enhances steel’s mechanical properties. The final product boasts impeccable surface finish and tight dimensional tolerances.
» Ironing
Cold forming stainless steel uses ironing to flatten steel. The ironing press moves with 100-500 MPa of force. Consequently, steel gets super thin, like 0.05 mm. Lubricants help during ironing. Moreover, ironing rings make sure the thickness stays even.
Precision and consistency are key in ironing. Factories use this process for cans and tubes. Ironing is critical for top-notch cold-formed products.
» Bending
In the bending phase, steel changes shape. Usually, sheet metal gets bent. Machines called press brakes do the bending. The V-die, a part of the machine, helps in shaping.
The process makes angles and channels. The material thickness affects bending angles. Some steel needs heat for bending. Bending designs must be perfect for accuracy.
» Coining
Coining compresses steel into set shapes. With force up to 5000 kN, detailed designs are possible. Steel coins, badges, and logos often use coining. Dies, which are molds, stamp the steel. Thus, the metal fills the die shape. Coining makes precise, fine details.
Tight controls ensure accuracy in coining operations. High standards make coining an exemplary technique.
» Shearing
Shearing cuts sheets of metal without making chips or melting. The upper and lower blades are important. With force around 300-400 kN, shearing slices through steel.
Clearances between blades need control. Thicker metal needs more clearance. Adjustments stop rough edges. Properly set blades are key. Shearing produces clean cuts and shapes.
» Blanking
Blanking punches out pieces from steel sheets. Blanking dies shape and cut the metal. For sheets up to 6mm thick, sheet metal blanking is ideal. Properly hardened dies ensure high-quality results.
Pressure control helps to avoid defects. Blanking produces parts like washers and rings. Blanking is a vital cold-forming step. The procedure boasts speed and efficiency.
» Deep Drawing
Deep drawing makes 3D shapes. A punch presses the steel into a die. That’s how cups and cans get made. Sheet metal deep drawing achieves shapes when using up to 2000 MPa. Lubrication is critical.
Dies must be polished. Wrinkling and tearing must be avoided. The drawn parts need even walls. Deep drawing excels in shaping stainless steel.
» Upsetting
In upsetting, a metal piece’s diameter grows. Meanwhile, the length shrinks. A powerful machine presses the steel. Consequently, the metal becomes thick.
Use 304, 316, or 410 stainless steel. Upsetting needs a force of 30 to 600 kilonewtons (kN). Moreover, annealed steel is the choice. Why? Such steel has fewer cracks. The process yields dense and robust parts.
» Cold Heading
Cold heading turns steel wire into different shapes. First, cut a stainless steel wire coil. The cut piece is a blank. Then, dies shape the blank. The blank doesn’t heat up. Favored steels are 301, 302, and 304. The process churns out 100 to 250 parts per minute (ppm).
» Thread Rolling
Thread rolling is a crafting wonder. A blank piece of stainless steel rolls between dies. The dies have thread patterns. The rolling creates threads on the steel. Use stainless steel grades 303, 304, or 316L. The threads are exact copies of the die patterns.
25 to 150 threads per minute are possible. Notably, thread rolling imparts steel with better finish. Besides, the steel gains superb fatigue resistance.
» Rotary Swaging
Rotary swaging molds metal by hammering. Hammers inside a machine strike the metal. Stainless steel types 304 and 316 work well. The metal takes a new shape.
Metal tubes and rods get thinner. Rotary swaging generates 2000 to 6000 strikes per minute (SPM).
» Cold Forging
Cold forging transforms stainless steel without heating. The steel is at room temperature. Presses mold the steel. Type 304 or 316 stainless steel are prime picks. Cold forging creates solid shapes. The shapes are strong. Moreover, surface finish is excellent.
Machine parts and automotive components are prime examples. Manufacturers praise cold forging for saving material and time.
» Bulging
Bulging forms hollow stainless steel shapes. Tube-like steel gets squeezed. Then, fluid or a rubber ball expands the steel. Grades 304, 316, and 321 stainless steel are candidates. In the end, steel has a smooth hollow shape.
Make fuel lines or air conditioning components! Also, bulging ensures uniform wall thickness. Bulging triumphs in the aerospace and automotive sectors. The precise shapes and high strength are valuable.
Material Preparation for Cold Forming!

Pic 1
o Material Selection
Start with selecting the right material. The choice, namely cold forming stainless steel, influences the quality of the final product. Aim to utilize 300 series steels, such as 304 and 316. Strength, flexibility, and resistance to corrosion make them suitable for cold forming.
Moreover, 347H stainless steel properties during cold forming shine when the process requires high strength. For tougher jobs, look to the 400 series.
Avoid soft materials like copper, which deform easily. Also, ensure the chosen stainless steel adheres to the specification for the design of cold-formed stainless steel structural members.
Rely on the AISI 1974 stainless steel cold-formed structural design manual for guidance.
o Cleaning and Surface Preparation
Before starting the forming process, proper cleaning is crucial. Free the selected stainless steel from contaminants. The absence of debris improves forming accuracy.
Consider metal surface treatments like passivation or electropolishing. Such procedures enhance the surface finish, reducing friction in the forming process. Moreover, remember to store materials properly. Keep them in dry, clean spaces away from corrosive elements.
By doing so, one can prevent unwanted reactions on the material surface before forming begins.
Keep the AISI stainless steel cold-formed structural design manual handy for an in-depth look into this process.
o Pre-Forming Considerations
In the pre-forming phase, understand the design requirements well. Keep the blueprint dimensions and tolerances in mind. Familiarize yourself with the best stainless steel to cold form based on the requirements.
Additionally, consider the forming method, such as bending, punching, or rolling, which significantly affects the process. Be aware of the load requirements. Depending on the demands, select from options such as China cold forming stainless steel or domestic variants.
Acknowledge the need for multi-stage forming if complex shapes are involved. Keep the tooling condition optimal. Dull or worn-out tools can impact the quality of the formed part, causing defects like tearing or cracking.
A clear understanding of these considerations is pivotal in ensuring successful cold-formed stainless steel processing.
Precision Cold Forming!
Defining Precision Cold Forming
Precision cold forming shapes metal into parts without heat. With cold forming 304 stainless steel, machines press or roll the metal. Factories love cold forming for making strong, smooth parts fast. Car parts, screws, and even space parts use this method.
The cold forming stainless steel factory uses big presses that can squash metal with tons of force. For a cold formed stainless steel space x rocket part, for example, machines shape the metal piece by piece.
Sometimes, cold forming 316 stainless steel works better than the 304 type. Cold forming stainless steel manufacturers use both types to make strong, cool stuff.
Additionally, they even make cold formed stainless steel ball bearing balls and magnetism doesn’t affect them much.
Techniques for Achieving Precision
·Tolerance Control
Cold forming 1 4 hard stainless steel requires super tight control. Tolerance tells how much size can change. A paperclip-size change is too big in aerospace.
Engineers use tools like micrometers to measure. Computer tech controls presses to make sure metal stays in the right size.
·Precision Dies
Imagine a cookie cutter for metal. That’s what a die is. Cold forming stainless steel factories use dies to cut and shape parts. High-quality dies are crucial.
Steel dies make precise shapes and last longer. Custom dies can shape unique parts like gears or clips. Dies stamp, bend, and cut metal into cool shapes for all kinds of things.
·Feed Rate Adjustment
Feed rate means how fast metal goes into a machine. Think of a hamster on a wheel. Too fast or too slow, and hamster falls. In cold forming stainless steel factories, feed rate matters. Adjusting feed rates help make flawless parts.
Expert staff fine-tunes the machines. They use computers to control the speed so metal shapes just right.
·Material Homogeneity
In cold forming stainless steel, uniformity or material homogeneity is key. When steel bits get pressed into shapes, they must be the same through and through.
Hence, an ASTM A240 spec sheet is crucial. This sheet tells how even the metal is. Next, carbon levels should stay below 0.03%. Moreover, sulfur must be less than 0.015%. For the best steel, nickel should make up 8-10.5% of the total mass.
·Temperature Control
Temperature matters a lot. Cold forming isn’t truly cold. For steel, temperature usually hovers between 40°F and 70°F. However, for steel grade 304L, the magic number is 50°F. Too hot or too cold, and the steel can break or bend in weird ways. So, proper cooling systems are indispensable. Additionally, dry ice (CO2) cooling is excellent, as it prevents oxidation. Furthermore, oils and coolants must be apt to maintain tip-top shape in pressing tools.
·Surface Quality
A smooth surface is transforming metal into gold alchemist for formed steel parts. Rough surfaces can lead to breaks. Surface roughness, gauged by the Ra value, should be low. An Ra value below 0.5 microns is super. Additionally, a fine abrasive material, like Al2O3, polishes the surface.
Besides, shot peening with tiny steel balls also does wonders. Furthermore, the surface needs protection from rust and taints.
·High Precision Press
The press is the hero in cold forming. A high precision press needs a high stroke rate, around 100-200 strokes per minute (SPM). Moreover, ram force should be in the range of 5-30 tons. Such presses should have PLC controls for accuracy.
Besides, tooling must be high-grade, made from tungsten carbide or HSS. Additionally, ram precision should be within 0.01mm. Furthermore, sensors must be in place to catch any defects, ensuring that every piece pressed is impeccable.
·Dimensional Stability
Dimensional stability ensures that the formed parts meet specifications. Rolling mills should reduce thickness in increments of 0.005 to 0.1”. Cold-worked stainless steel has yield strengths ranging from 50,000 to 150,000 PSI.
Temperature control is vital, maintaining 60-80°F in the workspace. Furthermore, stress relieving at 750°F improves stability. Controlling dimensions guarantees uniformity and high-performance products.
·Micromachining
In cold forming stainless steel, micromachining proves pivotal. Tiny parts get shaped without heat. A micrometer, often just 1mm, gauges part sizes.
Consequently, precise bits like nozzles, gear parts, and micro pins result. Cutters spin at 40,000 RPM. Unquestionably, carbide tools sustain pressure. Besides, with high-speed spindles, accuracy is paramount.
·Process Optimization
Method enhancement is imperative in cold forming stainless steel. Process Optimization encompasses a spectrum of procedures. To elaborate, one selects optimal materials and tools. Punches, dies, and lubricants need vigilant selection.
Decisions hinge on the steel grade. An array of steel grades, such as 304, 316, and 420, exists. Moreover, adjusting temperatures to below 1000°F ensures malleability.
Consequently, deformed steel attains desired shapes effortlessly. High output rates and reduced waste are subsequent gains.
·Vibration Damping
Vibration Damping safeguards against undesirable movements. During stainless steel processing, machines vibrate. Damping curtails vibrations, bestowing stability. Consequently, tools like hammers and anvils work unswervingly.
Polymers and elastomers, integrated into machinery, absorb shocks. Absorption figures reach up to 50 decibels. Besides, damping leads to the elongation of machine life. Additionally, workers encounter fewer risks. Workspaces transmute into secure, efficient environments.
Ideas on Cold Forming Large Components!

Pic 2
§ Incremental Forming
Reliable cold forming stainless steel manufacturers utilize incremental forming. Small tools shape metal bits, swiftly creating large parts. Incremental forming saves materials, leading to an economical process.
Transforming metal ideas, parts like SS304 dishes are expertly made. In addition, tools encounter less strain, ensuring long-lasting use. Exacting specifications are effortlessly achieved.
§ Hydroforming
Another expert technique is hydroforming. With water pressure, sheets of stainless steel transform into firm shapes. Hydroforming excels at creating complex structures. Notably, large exhausts for heavy machinery are fabricated.
Precision is paramount, with thicknesses like 0.5 mm. Consequently, reduced waste and increased efficiency are hallmarks of hydroforming.
§ Spin Forming
Spin forming is exceptional for producing rounded stainless steel pieces. A fast spinning motion molds sheets into shapes. Top-notch cold forming stainless steel suppliers craft items such as SS316L bowls. Maintaining a stable RPM range between 1000 and 3000 is critical.
§ Open-die Forging
Expert cold forming stainless steel supplier networks lean on open-die forging. Large steel blocks are shaped with heavy hammers. Heavy-duty parts, including valve bodies, are masterfully crafted. Using temperatures below 30°F ensures optimal material properties.
Open-die forging boasts high structural integrity and sturdiness in end products.
§ Large Scale Extrusion
An advanced process, large-scale extrusion, pushes metal through dies to create long shapes. Cold forming stainless steel pricelist considerations show affordability.
Achieving widths of 10” or more is possible. Seamless tubes and large channels are expertly produced. High tensile strength, rigidity, and precise dimensions are the result.
§Multi-station Press
Cold forming stainless steel quotes reveal the value of multi-station presses. Sequential stations shape stainless steel progressively. Products like SS410 bolts are manufactured with utmost precision. Multi-station press requires adept planning and execution.
Above all, rapid production rates, high volume output, and unwavering quality define this impressive technology.
§ Rotary Swaging
In rotary swaging, your material undergoes radial hammering via revolving dies. Dawson Shanahan cold formed stainless steel makes reliable car parts, surgical items, and more. Diameter reduction, tapering, and production speed hit records.
Normally, rotary swaging handles 0.125 to 6.0” diameter rods. Additionally, complex profiles and cross-section changes are possible.
§ Progressive Die Stamping
Turning to progressive die stamping, a coil feeds into a stamping press. Stamping stations sequentially shape the metal. In the realm of stainless steel cold forming process, precision, and speed gain prominence. Progressive die stamping enables thin gauge materials.
Dawson Shanahan cold forming stainless steel components exhibit ultimate precision. Custom shapes, and high production rates hallmark this method.
§ Superplastic Forming
Now, consider superplastic forming. Above specific temperatures, metals like stainless steel behave like plastic. Thin sheets, typically 0.5 to 3.0 mm, stretch into complex forms. Vacuum assists ensure material conformity. Stainless steel cold forming max thickness remains vital.
Aerospace and automotive sectors immensely benefit. Nevertheless, slow production rates warrant optimization.
§ Deep Drawing
Deep drawing involves pulling metal into die cavities. With this process, design of cold-formed stainless steel structural members advances. Pots and casings are prime examples. Stainless steel cold formed structural design manual refers to it extensively.
Moreover, a 10.16 mm thickness is workable. The technique has several stages. Each punch increases depth. The method is ideal for high volume production.
§ Cold Roll Forming
Switching gears, let’s observe cold roll forming. Continuous bending forms desired cross-sections. Long strips of coiled steel pass through consecutive sets of rolls.
Stainless steel cold forming max thickness reaches 25.4 mm. Notably, cold roll forming assures minimal waste, high output, and consistent profiles.
§ Hot Forming Integration
To bolster the integrity of cold-formed parts, hot forming is sometimes integrated. The mix bestows strength and flexibility. Here, steel is heated above 1700°F before molding.
Cold forming stainless steel, when coupled with hot forming, opens avenues in car chassis and other equipment manufacturing.
§ Multi-point Forming
Consider multi-point forming (MPF) in cold forming stainless steel. Essentially, MPF employs a CNC machine, paired with multiple punches and dies. Large components like car fenders undergo shaping by controlled force.
Remarkably, MPF processes sheets up to 20mm thick. Indeed, work-hardening gets reduced, while forming precision increases.
§ Robotic Automation
Secondly, robotic automation is instrumental. In this realm, hydraulic presses sync with robots. Imagine robots rapidly feeding stainless steel into a press!
The outcome: thousands of precise parts per hour. Plus, robots don’t tire. Industries, especially manufacturing, embrace robotic automation to boost production. For instance, producing medical implants and automotive parts becomes faster.
§ Bulge Forming
Moreover, bulge forming has a place. Essentially, hydraulic fluid pressure shapes stainless steel tubes into desired forms. The steel tube gets placed inside a die.
Next, fluid pressure pushes the tube into the die. Bulge forming suits applications like exhaust components, kitchen sinks, and fuel lines.
§ Shear Forming
Furthermore, shear forming bends and shapes stainless steel. The process engages a non-rotating piece with a spinning lathe. Precisely, the lathe manipulates steel into complex forms. Shear forming produces missile nose cones, aircraft engine components, and pressure vessels.
§ Bladder Forming
Additionally, bladder forming, or hydroforming, warrants attention. A rubber bladder, filled with fluid, exerts pressure on stainless steel sheets.
The steel conforms to die shape, resulting in parts like fuel tanks and heating vents. Especially, bladder forming ensures uniform thickness, smoother surfaces, and lower tool costs.
§ Magnetic Pulse Forming
Magnetic pulse forming (MPF) deserves recognition. In MPF, a coil sends a magnetic pulse to shape stainless steel tubes. Specifically, the tubes form over a die.
MPF is ideal for producing automobile chassis, aircraft fuselage, and medical equipment. Moreover, MPF eradicates defects, eliminates residual stresses, and ensures repeatability.
Troubleshooting Common Issues!

Pic 3
» Cracking
In cold forming stainless steel, chromium carbides may lead to cracks. Precipitation-hardening stainless steel, namely 17-4PH, mitigates cracks.
Heat treatments like annealing reduce internal stress, too. For a project like Space X, a Grade 304 stainless steel with 18% chromium, 8% nickel, and 0.08% carbon proves resilient.
A Radiographic Test (RT) identifies internal cracks. Experts recommend ASTM A666 as the standard specification for optimal results.
» Wrinkling
Wrinkles emerge due to material instability. Inappropriate die designs and punch radius elevate wrinkling risks. Utilizing austenitic stainless steels such as 301, 304, and 316 minimizes wrinkles.
The Stainless Steel Cold-Formed Structural Design Manual suggests die clearance of 5% to 10% of stock thickness. Furthermore, using V-dies with a 6 to 30 times the stock thickness opening lowers risks. Correct punch radii and the right amount of tonnage per linear inch prevent wrinkles.
» Splitting
Subpar lubrication, inadequate punch-to-die clearance, or wrong tool steel choice can cause splitting. The 300 series, especially 304 and 316, resists splitting effectively. Using 10-20% higher punch-to-die clearance than carbon steels curtails splitting.
Likewise, using M2 or D2 tool steel enhances the outcome. Tool coating with Titanium Nitride or Titanium Carbonitride diminishes splitting chances. Experts advocate using Dry Film Lube (DFL) for best results.
» Springback
Springback refers to metal’s slight change post-bending. Austenitic grades, especially type 301, counter springback effectively. Using an Air Bending process can reduce springback by 50%. Which stainless steels are best for cold forming?
Grades 301, 304, and 316 take the lead. Ensuring bend radius is 0.156 times the die opening width mitigates springback. Employ V-dies with 63 to 865 times the stock thickness opening for optimal control.
» Surface Defects
Surface defects result from impurities or surface irregularities. Austenitic stainless steel, namely 316L, minimizes surface defects. Roller leveling stainless steel sheets pre-process eliminates irregularities. A Rockwell Hardness Test (RHT) gauges surface hardness, mitigating defects.
Applying Nitrogen Gas Assist (NGA) eradicates oxidation and ensures a clean cut. Stainless steel welded to cold-formed steel demands utmost surface precision, making processes like Electropolishing indispensable.
» Burrs
When cold forming stainless steel, tiny rough edges, or burrs, might crop up. So, experts use quality lubricants and sharp dies. For instance, Space X employs high-grade tools and oils.
Next, pick proper feed rates. Lower feed rates – say, 15 to 25” per minute – lessen burrs. Deburring processes, like barrel finishing, smooth edges. Consequently, products attain a polished look, free of rough spots.
» Underfill
Underfill is when steel doesn’t fill the die. To thwart underfill in stainless steel cold-formed structural design manual, adopt robust machines with high tonnage.
Additionally, pick ideal lubricants to lower friction. Opt for 304, 316, or 410-grade steel sheets; 0.8 mm to 12 mm in thickness. Strive for optimal drawing speeds, usually 30-40” per minute. Therefore, the metal will flawlessly glide into the die, resulting in seamless structures.
» Overfill
Overfill happens when excess metal enters the die. Analyze tool clearances – keep them around 10% of material thickness. Employ high-precision sensors to oversee material flow.
On top of that, use the austenitic grade when contemplating which stainless steels are best for cold forming. In effect, manage the volume of steel entering dies to hinder overfill and maintain part integrity.
» Inadequate Cooling
Heat buildup during processing can harm steel’s properties. Experts monitor die temperatures – keeping them below 180°F is paramount.
Utilize effective cooling systems like mist-based units. Furthermore, pick lubricants with high boiling points. Proper lubrication ensures dies and tools stay cool.
Ultimately, cold forming ventures yield exceptional products while preserving equipment life and steel quality.
» Material Galling
When material sticks to the die, galling occurs. To tackle galling, use the nitride dies or coat them with TiN (Titanium Nitride). Also, picking austenitic stainless steel is wise; as stainless steel welded to cold-formed steel helps alleviate galling.
Employ lubricants with EP (Extreme Pressure) additives. As a result, galling ceases to be a setback, upholding product quality and augmenting production efficiency.
Cold Forming vs. Alternative Methods!
Pic 4
·Speed
In cold forming stainless steel, presses can run at speeds of up to 1000 strokes per minute (SPM). Consequently, companies make many parts fast. For instance, 10,000 bolts in less than 15 minutes. Compare that to machining, which can take hours for the same number.
·Precision
With cold forming, amazing precision is possible. Punches and dies shape the metal with tight tolerances, sometimes within 0.0003”.
As a result, high dimensional accuracy is achieved. Moreover, the finished parts have a superior surface finish, down to 3 microinches. In contrast, hot forging yields less precision and a rougher finish.
·Scalability
Cold forming proves invaluable when scaling up production. Indeed, producing millions of parts becomes practical. Notably, progressive dies enable the simultaneous creation of multiple parts. Plus, automated feeding systems keep the material flowing.
·Cost-efficiency
Cold forming offers striking cost savings. With minimal waste, there’s less material to buy. Also, the need for secondary operations like grinding or sheet metal welding is reduced. Because tools last a long time, less money is spent on replacements.
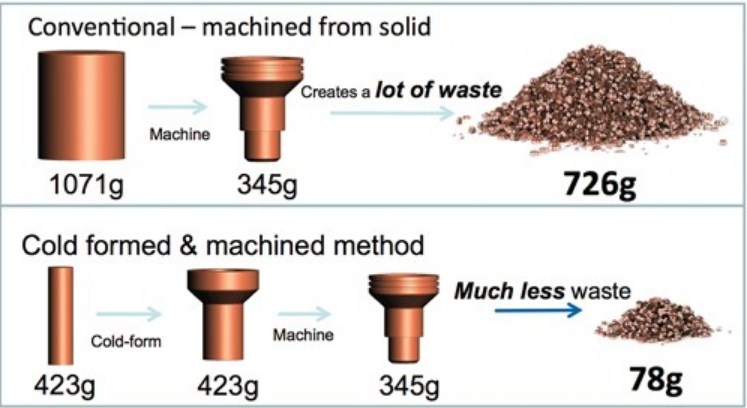
·Material Conservation
Cold forming shines in material conservation. Unlike cutting or machining, nearly all the material ends up in the final product. Typically, waste is below 3%. In fact, scrap rates often drop to nearly zero.
·Grain Structure
Cold forming changes the grain structure of stainless steel. The material gets stronger as the grains are compressed and elongate in the direction of the force. Remarkably, yield strength can increase by up to 30%. In addition, the part’s fatigue life improves.
·Work Hardening
Cold forming stainless steel undergoes a vital process called work hardening. Essentially, steel gets stronger and harder.
For instance, when a 300-series alloy is shaped, its tensile strength rockets up by 200,000 PSI. However, the steel turns less stretchy. To remedy that, an annealing process follows. Subsequently, steel is heated to 1,950°F.
·Surface Finish
A remarkable attribute of cold forming stainless steel is the superior surface finish. As steel gets shaped, its surface becomes smoother. Consequently, products look polished and attractive. Sheet metal, for instance, boasts a surface roughness averaging below 1 micrometer.
Industrial applications value this finesse, especially in food processing, where cleanliness is paramount.
·Complex Geometry
One must note that complex geometry is a masterstroke of cold forming stainless steel. In a single operation, intricate shapes are achievable. Imagine car parts, like exhaust systems, being shaped seamlessly. Also, consider medical devices, with their precise, minuscule parts.
Cold forming presses, exerting over 230,000 lbs of force, mold the steel meticulously.
·Reduced Waste
Reduced waste stands as a commendable advantage of cold forming stainless steel. Traditionally, hot forming generates tons of scrap. Contrarily, cold forming is resourceful.
Near-net shapes mean that materials are used optimally. Imagine using 95% of a steel coil instead of just 70%. Evidently, costs drop and efficiency soars.
·Tooling Investment
Tooling investment is a critical aspect of cold forming stainless steel. High-quality dies and punches are indispensable. However, these tools do not come cheap.
Companies may spend upwards of $50,000 on advanced tooling systems. These investments, though significant, result in unparalleled precision and durability. Long-term benefits of precise tooling outweigh initial costs, underscoring the value of investing in excellence.
Real-world Applications and Examples!

Pic 5
Aerospace Industry
In the aerospace industry, cold forming stainless steel is paramount. For instance, the space shuttle Atlantis utilizes Type 321. Subsequently, the engine nozzles gain strength. Type 321 withstands 2000°F. As a result, safety improves.
The exhaust ducts, made from Type 347, optimize durability. Furthermore, Type 304 produces 0.012” thick foil. The foil covers satellite antennas. Significantly, the Lockheed SR-71 Blackbird uses cold-formed stainless steel.
The Blackbird contains inlets cowlings and afterburner components. Indeed, cold forming stainless steel guarantees reliability and performance in space travels.
Automotive Industry
Car makers love cold forming stainless steel. Think of exhaust systems. Grade 409 is popular. Subsequently, car exhausts last longer. Also, fuel lines embrace cold forming. Grade 304 proves versatile. For instance, BMW uses Grade 304.
Consequently, fuel lines resist rust. Moreover, the suspension systems incorporate cold forming. For shock absorbers, Grade 301 does wonders. Aston Martin takes advantage of Grade 301.
The outcome is smooth rides. In addition, body panels made from Grade 201 save weight.
Construction Industry
In construction, cold forming stainless steel is invaluable. For roofing, Grade 316 prevails. As a result, roofs fend off corrosion. Next, let’s talk reinforcement bars. Builders favor Grade 2304. The concrete beams get mightier.
The Burj Khalifa, the tallest tower, has reinforcement bars. Moreover, rainwater systems get a boost. Grade 304 empowers gutters. Consequently, water drainage excels. Cladding materials, like Grade 316L, protect buildings.
Notably, One World Trade Center employs Grade 316L. Unquestionably, cold forming stainless steel ensures robust and weather-resistant constructions.
Medical Industry
Cold forming stainless steel shines in the medical sector. Instruments like scalpels adopt Grade 420. Consequently, sharpness and strength skyrocket.
The operating tables harness Grade 316. Subsequently, they ward off bacteria. Notably, Grade 316 forms MRI scanners’ casings. The patients’ safety elevates. In dental tools, Grade 440C is common. The tools endure repetitive sterilizations.
Furthermore, implants such as hip replacements rely on Grade 316LVM. Patients regain mobility and live pain-free lives. Cold forming stainless steel plays a crucial role in the medical industry, ensuring safety, hygiene, and reliability.
Conclusion
One cannot deny the power of transforming metal slug stainless steel after traversing this rich treasure trove. Stainless steel comes in diverse types, and cold forming shapes them into amazing products.
Precision, material conservation, and reduced waste make cold forming a winner.
For expert solutions and unmatched results, choose KDMFab. Forge ahead with unmatched craftsmanship and excellence.

