


Hydroforming process is a unique and functional metal fabrication technique in modern industries.
In this guide, you are going to learn everything about hydroforming – from benefits, techniques, actual process, to critical hydroforming parameters.
Let’s dive right in.
What Is Hydroforming?
Hydroforming is a unique deep draw forming technique for fabricating metals. It is used to shape metals that are very ductile like aluminum, titanium, brass, steel, and copper.
Hydroforming process pressure forming, the sheet metal is formed on a die by fluid pressure.
In many cases, a flexible membrane is placed over the foil and then formed into a female cavity.
Hydroforming Advantages and Disadvantages
Even before choosing hydroforming as your next metal fabrication technique, it is important to learn about the advantages and disadvantages.
Hydroforming Process Advantages
- It is very good for irregular contours and complex shapes
- Optimization of material and blank thickness specification makes the process cost saving
- The process minimizes material thinning out resulting in high accuracy in dimensional and forming
- High mechanical strength
- The material and weight of parts are highly reduced
- Low work hardening
- There is no possibility of spring back
- It can deform large parts
- It helps improve metal’s component strength
- Weight reduction
Hydroforming Process Disadvantages
- Slower cycle time for part creation
- The machinery and equipment required are quite expensive.
How Deep Draw Stamping Compare to Hydroforming Process
When it comes to tools in hydroforming fabrication technique, you need:
- Die or punch
- Locking rings
The automotive industry has employed hydroforming tubing to make safer and lightweight automobile parts.
Hydroforming is used due to its simplicity and higher dimensional precision, the strength of parts, and stiffness
This makes hydroforming 50% cheaper than deep drawing.
In most cases, tools used in hydroforming are made of cast iron and the drawing tools are made of hardened steel. Here is a hydroforming process diagram.

Hydroforming tool kits are quick and efficient because they are easy to assemble and set up.
Development Costs – Hydroforming may involve changes to the material type and wall thickness specifications. This reduces development costs as there is no need to create new tools compared to the drawing.
Reduced press time: Deep draw stamping requires more press cycles during operation.
Hydroforming, on the other hand, can achieve a reduction of up to 60-70% in a single cycle compared to a 35-45% reduction for deep drawing.
Finishing cost – some sectors such as medical and aerospace, often need higher surface finishing standards and quality due to the precision nature of the industries.
Deep draw stamping leaves scratch marks on the finished parts.
Hydroforming removes surface blemishes on the part which in turn reduces the cost of finishing the parts.
Process cost: for deep draw stamping, the cost is very high in the short run and only reduces with increased production. Hydroforming, on the other hand, all costs i.e., development, tooling, and setup cost can go as low as 70%.
Flexibility: design changes in the deep draw stamping in close to impossible once tooling has already been created. Hydroforming, however, offers a wider and higher range of versatility regarding design changes.
Material wastage: hydroforming results in little to no scrap metal since material wastage is eliminated by close to 50% to 70%. Deep draw stamping has a higher percentage of material loss.
Lead times: in deep draw stamping, intricate parts take longer lead times to produce.
Hydroforming takes shorter lead times even in cases of large-scale production of complex parts.

More Resources:
Metal Stamping Parts – Source: KDM
Deep Draw Stamping – Source: KDM
High Speed Stamping – Source: KDM
Hydroforming Technique – Source: KDM
History Of Hydroforming Process Definition
In 1889, Geiger and Holtz founded the Cincinnati Milling Machine Company. The company became the foundation upon which research and development of hydroforming fooling started.
The Cincinnati Milling Company was among the most important providers and distributors of equipment used in metal forming in both Europe and the US in the 1930s.
Moreover, the company developed deep drawing methods to meet the growing demand requirements by using gear covers and light reflectors.
In 1956, the company converted Milacron in Cincinnati into a research and development center to focus and quicken studies on the hydroforming metal process.
This improved and created newer forms of hydroforming which were sophisticated and yielded better results. Currently, the outcome of the newer forms of hydroforming prompted a growth in the popularity and acceptance of hydroforming methods.
In the 1970s, the hydroforming forming processes developed further into what the process today looks like.
So far, the hydroforming machines shortened the lead time for hydroforming metal parts, labor needs for high-standard products, and the surface finishing requirements for the final product.
Key Parameters to Consider Hydroforming
Although there are many variables determining hydroforming technique part quality, you must consider these three:
Temperature – it plays an important role in determining the forces to be applied during the hydroforming metal fabrication process and the limits to which a material is formidable.
Pressure– time variation -varying pressures maybe need in the process of hydroforming different sections of the part to be hydroformed.
Material selection – there is limited material that can be formed due to the final part requirements and their formidability.
Punch displacement for punch hydroforming fabrication processes
Hydroforming Process Step-by-step Process
Step 1: Setting Up Metal Hydroforming Tooling System
In hydroforming, you will us the upper die element. Again, you should note that the hydroforming chamber consist of:
- Wear pad
- Forming chamber
- Pressurized hydraulic oil system
- Rubber diaphragm
- Lower die elements maybe replaced with ring and punch
- Hydraulic piston will hold the lower die element
- Punch system has blank holder around or a ring
Step 2: Place Metal for Hydroforming and Start Fabrication
Position a metal black on the ring to get the hydroforming process started.
With the blank in place, slowly lower the oil chamber. Then, close the press.
You apply the oil pressure on the upper die chamber while lifting the punch from the upper die chamber ring.
Thanks to the rubber material used to make the hydroforming tooling upper die chamber, the metal blank is formed into a final product mold with no surface blemishes that would often be formed by other forming methods such as stamping.
Remember, the diaphragm supports the whole blank metal.
By the end of the process, the blank metal will resemble the tooling system. That is, the shape of the punch in the hydroforming.
Once the final component takes shape, the upper die element chamber is depressurized. Usually, the depressurization makes the end of the hydroforming cycle.
Step 4: Finalize Hydroforming Metal Process
At this stage, the upper die chamber is lifted after the chamber pressure has been released.
Finally you will lower the punch leaving behind a finished part.

How Sheet Hydroforming Compares to Tube Hydroforming
Today, hydroforming sheet metal and hydroforming process tubes are two common fabrication techniques.
But, how exactly do these hydroforming techniques compare:
Sheet Hydroforming Process
The blank metal is placed on the hydroforming press. Next, pressure is applied on this material forcing it to take the shape of the mold/punch it is pressed on.
Due to its versatility, the process is popular in; land-based power generation, defense, medical, and aerospace among others.

The industries are known for needing specialized parts that have very complex shapes and designs.
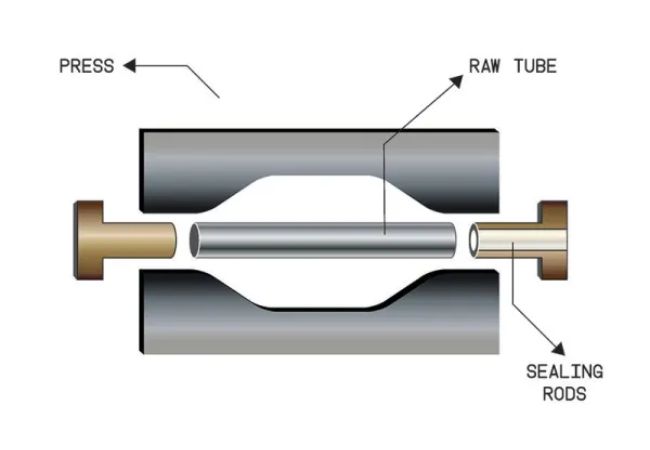
Tube Hydroforming Process
It takes its name after the metal tube that is used in the hydroforming process. Usually this process is useful in the aerospace and automotive industries which have huge demands for tube parts.
During the forming process, hydraulic oil is forced into the tube and pressurized so that the tube can resemble the shape of the surrounding die.
The best part, this process can produce different shapes, lengths, and weights of hoses and rubes.
Again, the automotive industry has employed hydroforming tubing to make safer and lightweight automobile parts.
Hydroforming is used due to its simplicity and higher dimensional precision, the strength of parts, and stiffness

Factors Determining Metal Hydroforming Cost
In any metal fabrication process, there is need to control fabrication cost. It is the only way metal fabricators can remain competitive in the industry.
Tooling in Hydroforming
You will require a holding ring and a punch.
Usually, the rubber diaphragm and the upper die chamber (pressurized) act as the female die. As a result, it reduces the tooling cost for hydroforming by about 50% when compared to other methods.
The material used in making hydroforming tools is cast iron.
Cast iron is relatively cheaper compared to hardened steel which is often used in deep draw stamping. Additionally, hydroforming tools are also simple and easy to install making the process faster and more efficient
Development Cost
Hydroforming can accommodate changes in material type and specification of wall thickness.
This reduces the development cost since there is no need for new tool creation as compared to deep draw stamping.
Reduced Press Time
In deep draw stamping, multiple press cycles are required during operation.
In hydroforming, however, a single cycle can achieve up to 60 – 70% reduction as compared to a 35% – 45% reduction in deep draw stamping.
Finishing Cost
Industries such as aerospace, and medicine often require a higher degree of surface finish. Deep draw stamping leaves scratch marks on the finished parts.
Hydroforming removes surface blemishes on the part which in turn reduces the cost of finishing the parts.
Other factors include:
- The cost of the raw materials used for hydroforming
- The installation cost of the equipment, tools, and machinery needed in the process of hydroforming
- Welding and finishing costs in cases where the final product is not in line with the finishing standards required.
- Labor cost
- The complexity of the design of the part to be hydroformed.
Hydroforming Process Applications
Metal hydroforming process fabrication technique play an integral role many industries:
Aerospace industry – hydroforming is used in the production of spare parts for FAA repair stations, loading system parts such as frames, joggles, ribs and brackets, oil filter pans, lens retainers, gyroscope cases, and pressurized containers, components of jet engines, nozzle system parts, portable water tanks, and pipe hydroforming process.
Automotive industry – they use hydroforming to make automobile roofs, hoods, panels, brake parts, engine shields, bell housings, flex plates, starters for drag racing automobiles, manifolds, gas tanks, and sensor covers.
Power generation– land-based power generation industry commonly uses parts made of Haynes, Inconel, and HastX materials to produce spare parts through hydroforming fabrication processes.
The materials are resistant to corrosion that may result from high exhaust and industrial gas turbine heat exchanger temperatures.
Health care industry – aluminum containers with lids for surgical instrument sterilization, reflectors, operating room light covers, and surgical trays.
Defense industry – military aircraft housings and exhausts, protective gears, portable water tanks, and engine covers.
Commercial lighting – ballast housings and outdoor electrical box covers.
Food service industries – commercial popcorn makers, juicers, and clad metal cooking vessels
More Resources:
Hydroforming Process – Source: Science Direct
Hydroforming Process – Source: JMP
FAQ Section
Which Are The Two Types Of Hydroforming?
There are two major categories of hydroforming namely; tube hydroforming and sheet hydroforming due to the blank geometry that is used in their process.
They are further categorized into sub-types with different processes, variables, and equipment requirement
- Tube hydroforming: Hot Gas Tube, Electro-Hydraulic, Tube Expansion, Hybrid, Impulsive
- Sheet hydroforming: Cavity, Punch
What Is Hydroforming Sheet Metal?
The hydroforming process in sheet metal is a special type of deep-draw hydroforming process that involves the use of high-pressure rubber.
The rubber is used to mold and shape the metal parts.
In this process, you place a metal sheet on a die before water at high pressure forces it down to make it look like the shape of the mold.
What Are The Forms Of Sheet Hydroforming?
Sheet hydroforming has two major forms of hydroforming. They are cavity sheet hydroforming and punch sheet hydroforming.
These forms can be further subdivided as below;
i. Cavity: Multi-stage, Double Blank, Warm Hydroforming, Electro-Hydraulic, Hot Gas Hydroforming, Moveable die/Counterpunch, and Impulsive Hydroforming.
ii. Punch: Hybrid Single Blank, Hot Gas Hydroforming, Hybrid Double Blank, Multi-stage, Impulsive Hydroforming, Warm Hydroforming
What Is The Purpose Of Hydroforming?
The purpose of hydroforming is to replace the older deep draw stamping process that created parts in multiple pieces before welding them together.
With the elimination of the welding process, it can be used to create complex parts, shapes, and contours.
Which Fluid Do You Use In Hydroforming?
Working principle of hydroforming process uses hydraulic oil in its processes. This is because hydraulic oil can withstand high pressures and produce enough force required to press a mold.
Which Materials Are Suitable For Hydroforming?
- Aluminum
- Brass
- Stainless Steel
- Copper
- Inconel
- Specialty Materials such as Hastelloy, High-Nickel Steel, Waspaloy
Are there Recommended Tolerance and Finish In the Hydroforming Process?
Hydroforming can meet the aerospace standards of tolerance which are typically about 0.76 mm for hydroforming sheet metal forming process.
This tolerance capability makes it applicable in almost all industries of application.
Hydroforming also eliminates scratches that would otherwise be left behind by traditional methods of press hence giving a smoother finish for parts formed in the process.
Conclusion
Clearly, hydroforming is a versatile metal fabrication you can adopt in virtually all industries. With careful product design, it is a cost-effective solution in metal fabrication. Contact KDM now for all your hydroforming manufacturing processes. Request the hydroforming process PDF for more information.

