

Bump forming also known as bump bending, step bending, or repetitive v-bending, is a popular sheet metal fabrication art of bending sheet metal materials into desirable cylindrical or conical shapes for different industry applications using a press brake.
In this article, we provide a comprehensive guide on sheet metal bump bending with details on the suitable metals you can choose from, how best to select your bending tool, and how bump bending differs from hard tooling.
Further, the article digs deeper into the cons and pros of bump forming, factors to consider before you begin the bending, the process, and industry applications of bump-formed components.
1. When Should You Consider Bump Bending?
If your sheet metal component needs to have a curved part or a bump and not just a tiny bend, its bend radius has to be large.
Therefore, forming the desired bump cannot be achieved by just a single press brake hit on your workpiece.
Again, preparing a die for the bending of a single custom component may not be economically feasible if you are to produce a wide range of parts.
So, what next? Is there a flexible option? The answer is yes. Here is how…
Bump Forming for Large Radius Parts.
You need to translate your component’s large bend radius into several smaller bends.
That’s where bump bending quickly and cheaply comes in for your fabrication rescue!
With CNC hydraulic press brake, all you need is to configure your press brake controller to create large radius bends without a hassle. More on the bump-forming process is covered later in this article.
2. How Bump Forming Works
Bump bending is achieved by a series of either V-shape or U-shape bends using a press brake.
There are different types of press brake technology you can choose from based on your bump bending requirements and budget.
Bump bending is a versatile sheet metal bending technique you can adopt to fabricate low-volume parts ranging from simple metal sheet brackets to complex aerospace components.
3. Bump Forming – Suitable Metal Sheet Materials
If your project requires bump forming as part of your sheet metal fabrication process you must identify the right metal sheet materials.

Luckily, bump forming works with a wide range of sheet metal sizes and thicknesses to suit your application requirements.
So, which metal types and sheet metal sizes are most suitable? Let’s find out
3.1 Suitable Bump Forming Metals
The choice of metals for your step-bending process is determined by the type of application and desired characteristics.
Some of the most suitable metals for a wide range of fabrication projects include aluminum, copper, stainless steel, and nickel alloys.
3.2 Step Bending Metal Sheet Exceptions
Some of the metal sheets you will not find friendly to work with when it comes to step bending include:
3.2.1 6061 Aluminum
6061 aluminum is a tampered material. So, it tends to be more brittle and can easily crack during your bump-forming process. You should avoid it.
3.2.2 Perforated Metal Sheets
Because a perforated metal sheet has random holes, your step bends will not be consistent.
Important Note: Your selection of the material should be determined by the desired strength of your fabrication component. Working on simple design components guarantees you maximum production efficiency.
3.3 Examples of Bumped Sheet Metal Parts
Some of the components or parts you can produce through bump forming include but are not limited to cone-shaped parts, bulging or bump sections, delivery channels, horizontal curves, and angle metal bends.
3.4 Bump Forming Metal Sheets – Sizes and Thicknesses
You can undertake bump forming with sheet metals of varying sizes and thicknesses depending on your application requirements or component specifications.
For components that require large bumps, go for a metal sheet or plate with a thicker gauge.

However, you will find working on a large metal sheet more demanding. This is because as your bump increases in size holding the material in a uniform and stable position becomes more challenging.
4. Bump Forming Sheet Metal – Factors You Must Consider
Here are other factors you ought to consider for successful sheet metal bump forming:
4.0. 1 Machine Tooling Selection
The quality of your bump forming is determined by the type of tools you invest in. A wise decision is ensuring that you have a versatile bending tool that will fit different bending requirements.
If you seek bump forming services for simple to complex projects, then choose a fabricator with versatile press brakes and production capacity.
For instance, choose a provider who can turn metal sheets of various sizes into cylinders, conical shapes, and other unique bending or cutting services.
As a manufacturer, the material, size, shape, and complexity of the components will guide you in choosing the most suitable tooling for your fabrication tasks.
4.0. 2 Workpiece Material Type
Identifying the right material for your project is important. This is because different materials have different properties and require that you apply different bump-forming tools, dies, and approaches.
And so, during material selection, you ought to be guided by your customer’s requirements and specifications where applicable.
If you choose the wrong material, you may end up producing parts that will not serve their intended purposes. Your customers may reject the products causing you great loss and injuring your business reputation.
4.0. 3 Design Considerations and Desired Strength
Take time to fully understand the design aspects of your projects, especially concerning parts applications.
4.0. 4 The Desired Tolerances
You need to be aware of the desired tolerances of the components you need to fabricate by bump forming. This knowledge is critical because the higher the permitted tolerances, the more accurately your pressure brake has to be operated.
4.0. 5 The Spring Back Level of Your Material
Springback level or elastic change in the shape of a component can easily affect the accuracy of your bump-forming fabrication products. Different materials have different spring back levels.
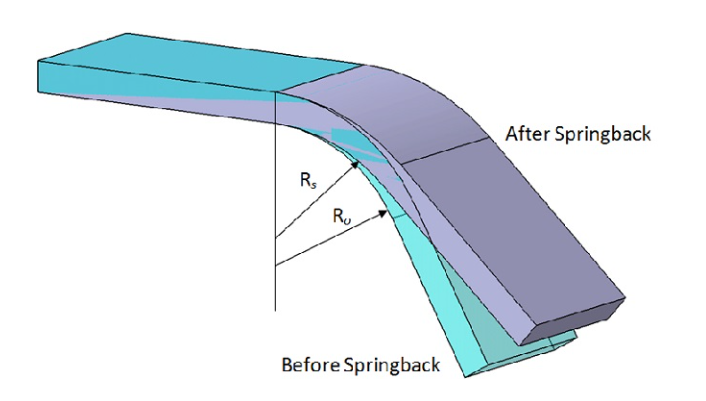
Luckily, spring back is predictable. So, it is important that during bump forming, you consider the right springback compensation approach
4.0. 6 Product Size, Shape, and Thickness
When planning to form parts, another factor to consider is the size and shape of the desired component. This is because both the size and the shape will determine the right pressing tools to use, and the general process to bump the parts.
Size
Most metal fabricators can easily handle working on metal sheet parts that are not more than 24 inches wide.
However, for larger bump lengths, you may need to look for fabricators with tools and the capacity to handle large parts.
The length of the metal material you can perform step bending on will be determined by how long the bed of your press brake is.
Shape
Knowing if the bump parts will be conical or cylindrical will help you in choosing the most appropriate tools and bump bending process.
Thickness
Knowing how thick your metal sheet is helps you determine amount of force and pressure you need to apply during the bending process.
This is critical in getting the desired level of accuracy. Working on thicker materials also takes longer to achieve the desired results and so requires that you plan accordingly
Your press brake’s capacity and the size of the die will also determine the material thickness you can safely select for step bending.
If your sheet metal material is thicker, you will require a large die.
4.0. 7 The Bending Radius
The bending force you require is determined by the desired bending radius. If your component needs to have a bigger bump and hence a larger radius, you need to apply more bump bending force.
4.0. 8 Bump Bending Pressure
Before you begin the bending process, you must place the right tool on the upper side of your chosen material and apply the desired bump-forming pressure.
Therefore, you must determine the required pressure level.
Your material type, size, and thickness will help you gauge the amount of pressure you require.
4.0. 9 Maximum Bump Forming Force
The force you apply during bump forming, if excess, is likely to damage either your component or tooling.
You must assess the required force for a successful bending process. By knowing the maximum force your machine can provide, you will determine its processing capability and, therefore, both the tensile strength and the thickness of the sheet metal or plate it can work on.
4.1 Required Lubrication and Hydraulic Oil
There may be situations where your workpiece may be subjected to a lot of friction during bump forming.
If that is the case, you may require a suitable metal-forming lubricant to narrow the gap between your material and the bending tool.
This will reduce surface wear and possible material damage. The lubricant also helps in maintaining your bending dies and other applied tools.
Choosing the right metal-forming lubricant for your project is determined by other factors such as your chosen material, the tooling used, and the bending techniques.
It is also important that you check if your CNC hydraulic press brake has adequate oil for your step-bending operation.
Bump forming machine, Ensuring that your machine has adequate and high-quality oil is critical for its long-term operation and efficiency.
Note: In many instances, lubrication may not be necessary during the process as handling a lubricated sheet material can be messy.
4.1.1 Required Finishing
Your material selection and the bending process you adopt will determine the most suitable finishing for your component needs.
Therefore, by considering your customer’s desired surface finish, you can focus on choosing the right material, tool, and bending process to adopt.
5. Sheet Metal Bump Forming Process – The Main Stages
While the sheet metal bump bending process may vary depending on the complexity of the parts to be produced, there are the general stages of the process after identifying the right metal sheet material:
5.1 Pre-Forming:
After identifying the right material you want to form a bump on, this is the initial step and involves cutting or bending your material into the most suitable shape.
For instance, if the sheet metal is curved, you may need to flatten it by bending or cutting it into the right size in readiness for bump forming.

You may also need to clean the metal sheet or where necessary, use the most suitable deburring method to ensure the material’s surface is smooth
5.2 Analysis of Design Drawing
The bending design needs to be carefully analyzed by you or your machine operator. This is important in gathering the most critical information such as the size of the bump forming sheet metal, the density of the material, desired dimensions, tolerances, and bending angles among others.
If detailed data is not available, then the operator has to rely on the design’s drawing to make suitable estimations based on his knowledge and experience.
5.3 Evaluation of Bump Forming Parameters.
After the pre-forming stage, you need to evaluate the following bump bending parameters to enable you to program the CNC press brake accordingly
5.3.1 Press Brake Hits
You need to know the press brake hits that will be required for the formation of your specified bump.
To calculate this, you should consider your metal sheet thickness, the angle of the bends, and both the size and shape of the desired bump
5.3.2 Spacing Between Each Bend (x)
The next step is for you to evaluate and note down the suitable spacing between each bend
5.3.3 Bump Internal Radius and Bending Angle
Another important bending detail your operator should get after correctly configuring the CNC press brake with the necessary details is the internal radius(r) of the required bump and the angle between bends(α.)
5.4 Press Brake Numeric Configuration/ Programming

With all the required data gathered, you then program or set up your press brake accordingly.
Some of the data you need to configure are the component’s shape and desired bump size, operational speed of the press brake, required bending pressure, and suitable bend depths.
Note: If you have all the necessary parameters, you can calculate your radiused step bending using an online calculator.
5.5 Bump Forming Against CNC Press Brake Backgauge
After the press brake is programmed with the desired settings, the next step is to activate it. It will then start the step-bending process against the backgauge.
Your backagauge must have a high precision level to avoid possible errors in the bending angles.
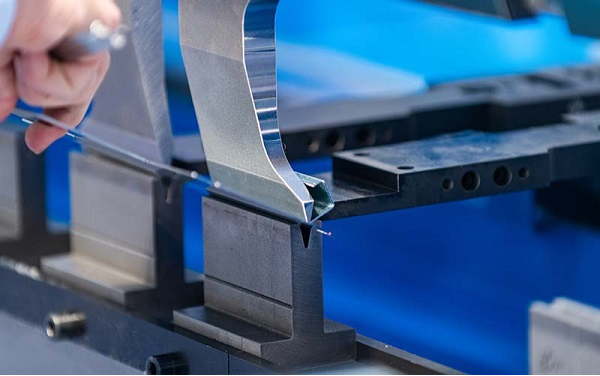
Bump forming is achieved by placing your sheet metal over a suitable die where it is pressed at different adjacent locations to form your desired bump.
The more the press break hits, the smoother your component’s final bend. Well, not highly smooth because bending lines will still be visible.
Take care that you do not make too many press bends than is necessary.
This is because excess bends can result in errors that may ultimately affect your component’s desired accuracy.
With your already prepared template, you can always assess the accuracy of your bump bending and make corrections where necessary.
Note 1: If your press brake cannot be configured numerically, you may be required to mark your sheet metal by drawing lines to guide you in the bending process.
5.6 Post-forming
This is the final stage after the bump-forming process. The type of finishing or selection of finishing tools will be determined by the material and the component you are working on.
So, to smoothen the rough surfaces or edges of your finished part, you can use a suitable grinder or any other appropriate tool.
Other finishing processes depend on user requirements and may include sanding, polishing, welding, and a protective coating.
5.7 Inspection/Quality Control
This step involves inspecting the completed bumped component to ensure it meets the specified requirements.
6. Bump Forming vs. Hard Tooling – Comparisons

Bump Forming and Hand Tooling are two common metal forming techniques you can embrace in your metal fabrication. Why are they similar and different? Let’s find out
6.1 Key Similarities
Both bump forming and hard tooling:
- Create metal parts using a die and a press brake
- It can be used to create complex components with high-precision shapes
- Require precision tooling to obtain the required part
- Uses pressure to create the required component shape
- Work with sheet metal
6.2 Key Differences:
Despite the similarities, both bump forming and hard tooling have their differences.
Bump Bending:
- Production is cheaper and quicker compared to hard tooling
- Has minimal setup requirements
- Suitable for low production volumes and prototyping
Hard Tooling:
- More expensive and demands more of your processing time
- Requires that you invest in more specialized tools and machining operations
- Can produce large quantities of components.
- Ability to produce more complex shapes and parts
- Can make more accurate parts with tight tolerances than bump-forming
7. Advantages of Press Brake Bump Forming
7.1 Less Costly
Compared to other forming processes, press brake bump forming is much more cost-effective because it does not require any additional tooling costs. So, as a fabricator, you will be saving on production costs.
7.2 Shorter Turnaround Time (TAT)
If you are producing low-volume parts then bump forming is a faster process resulting in faster turnaround time for enhanced business growth.
7.3 Flexibility
Bump forming is a flexible fabrication process that allows you to make different bending shapes such as cylinders or cones different metal sheet materials to suit various industry applications.
7.4 Environment-Friendly
With the bump-forming fabrication process, no chemical or hazardous materials or pollutants are produced or used.
This makes it your ideal forming process for a safer and better environment!
7.5 Enhanced Material Strength & Durability
Did you know that bending when done well can increase the strength of your sheet metal? Bump bending will improve the strength and durability of your sheet metal part by reducing deformation risks.
However, you must keep the bending radius to a minimum as over-bending can result in your sheet metal developing cracks or lines of weakness.
7.6 High-level Accuracy
With the press brake bump forming technique, you achieve high-level accuracy. This is because of the keenness it requires and its repetitive nature.
Therefore, you are confident of conforming to your customers’ specifications and desired quality standards
8. Limitations of Bump Forming
As with various application processes, bump bending also has its limitations which include the following:
8.1 A Limited Choice of Bump Forming Metals
For durable and high-strength products, bump bending only works with specific metals such as stainless steel, aluminum, and nickel alloys. Therefore, your choice of materials is limited.
Choosing the process for softer materials such as brass and copper will not be suitable for certain components.
8.2 High Damage Risks
Dump forming requires the use of high pressure and force.
If you fail to control these parameters you risk distorting your sheet material or producing inaccurate parts.
8.3 Bump Forming Requires a Skilled Machine Operator
To ensure you get high-quality and accurate bending results, you need a highly skilled press brake operator.
The operator ought to have a wealth of experience in bump-forming tasks and materials.
And so, getting the right person for your project, or a replacement may take time.
This can easily affect your production timelines.
8.4 Bump Forming Requires a Sample Template
It is important that you first create a template.
This acts as your accuracy guide during bump forming.
Such a template needs to have precise dimensions.
Its production can be costly depending on the design and the complexity of the components you intend to produce.
8.5 Limitation on Shapes & Sheet Metal Thickness
The size of the bumps you may wish to form depends on both the size and the thickness of the sheet material.
Therefore, if you require a larger bump, you ought to spend on a large material.
For a thicker material, bump forming will be more demanding.
8.6 Inconsistency In Quality
Since bump forming relies on the application of repetitive force or pressure on your component material, your final product may be inconsistent or have some imperfections in terms of accuracy or general quality.
9. Bump Forming – Industry Applications
Some of the industries you will find bump forming being adopted for small-scale production or prototyping include but are not limited to:
9.1 Aerospace Industry
The Bump forming finds its use in the fabrication of certain high-precision aircraft components.
Bump bending makes it possible to produce parts such as fuselage panels, nose cones, wing spars, wing ribs, and other high-tensile parts.
9.2 Automotive Industry
In the automotive industry, bump forming helps in the production of parts such as fuel tanks, oil pans, brake drums, fenders, vehicle frames with complex bends, and exterior curves.
9.3 Storage Facilities
In the storage and food processing industries, bump forming helps in making conical hoppers for the storage of materials such as grains, granules, and powder among others.
9.4 Medical Sector
In the medical sector, bump forming helps in creating prototypes and production of medical parts. Some of the products made with bumped sections include medical instruments, assistive devices, and other precision components.
9.5 Building Industry | Architectural Structures| Furniture Manufacturing
If you are in the building or architectural sections, you can adopt bump forming to create curved parts for your steel windows and steel doors.
Bump forming is applicable in the fabrication of furniture items like metallic seats, and chairs among other home fixture products.
Additional Bump Forming Application
- Bump forming on nose piercing
- Bump forming on lip
- Bump forming on eyelid
- Bump forming around piercing
- Bump forming under eye
- Bump forming on forehead
- Bump forming in ear
- Bumps forming on skin
- Bumps forming under skin
- Bumps forming on tattoo
- Bumps forming on fingers
- Bumps forming on lips
- Bumps forming on hands
- Bumps forming on old tattoo
- Bumps forming around eyes
- Bumps forming on head
10 Conclusion
Bump forming is a versatile, quick, and low-cost bending solution. It is suitable for prototyping, or if you intend to produce parts in small batches.
For the production of a wide range of bumped shapes, seek the services of a reputable fabricator.
An experienced fabricator with in-depth knowledge of different fabrication materials will also guide you in material selection.
It is important to note that bump forming is an art that requires both skills and experience. Therefore, engaging the services of a qualified and experienced press brake operator is of utmost importance.

