

In previous posts, we discussed metal powder coating techniques and the aluminum powder coating process. In this article, we focus on chemical film coating as an important metal surface protection and an effective pretreatment process for painting and powder coating.
The article highlights some of the metals you can use chemical film coating on, and the various types of conversion coatings you can consider.
Further, we cover the advantages and disadvantages of chemical film coating, the processes involved, and industry applications
Finally, we take you through the maintenance and repair processes of the most common chemical film coating finishes.
But first, the definition
1. What Is Chemical Film Coating?
Chemical film coating or chemical conversion coating refers to a chemical or electrochemical process of changing your component’s metal surface into a corrosion-resistant layer.
The chemically formed protective layer can be in the form of either phosphate compounds or oxides.
Chemical film coating or chem film is commonly adopted for the passivation of aluminum and its alloy. However, you can also consider it for other metals such as copper, zinc, titanium, magnesium, steel, silver, and cadmium.
Apart from creating a corrosion-resistant layer, chemical film coating leaves your metal surface perfectly ready for painting or powder coating options.
2. How To Apply Chemical Film Coatings On Metal Parts
The following are some of the techniques you can adopt when applying a suitable chemical film-coating solution to your metal part:
2.1. Chemical Film Coating – Immersion Method
The immersion process involves submerging your metal part or component into a chemical solution. You need a special tank to undertake this.
The reaction between the chemical solution and your metal part forms a thin layer for protection against corrosion and other harsh environmental elements.
For the formed chemical layer to adhere to your metal surface, the chemical solution is agitated by air.
After achieving your desired coating thickness, you simply remove the part from the solution after about 5 minutes for rinsing, drying, and curing.
2.2. Chemical Film Coating – Spraying Method
This involves spraying your metal parts in a special enclosed area using a chemical solution containing chromates or other suitable chemical solutions.
The sprayed solution reacts with the surface of your metal part to form a protective and corrosion-resistant layer.
You then rinse and dry your component in readiness for secondary coating or use without further coating.
2.3. Chem Film – Brushing Method
Using a suitable soft brush, you apply a chemical solution that contains chromates or other suitable solutions on your fabricated parts.
As in spraying, the sprayed solution forms a protective layer on your components. The process is completed by thoroughly rinsing and drying your already surface-treated parts.
2.4. Electrolytic Deposition | Electrodeposition Technique
Electrolytic Deposition also referred to as Electrodeposition is yet another coating technique you can apply. With the help of electric current, a protective layer is deposited on your metal parts.
For this to work, the setup should consist of a conductive material immersed in a salt solution. Your solution should have a salt of the metal that you desire to be deposited on your part’s surface through an electric current.
After a successful surface coating process, you remove your part from the solution for proper rinsing and drying.
3. Suitable Metals for Chemical Film Conversion Coating
The following are some of the most common metals you can successfully apply chemical film coating on:
3.1. Aluminum
Aluminum fabrication remains popular among engineers and metal parts manufacturers due to its favorable properties.
Chemical film coating on aluminum, If you leave your aluminum or aluminum alloy surface unprotected, it will be readily oxidized. Chemical chromate is a commonly used conversion coating process you can adopt to protect parts such as panels and enclosures from corrosion effects.
It also prepares your components for painting or powder coating finishes.
3.2. Copper
Copper is yet another metal that can benefit from chemical film coating. Being a soft metal, it can erode quickly if you fail to provide the required surface protection.
3.3. Stainless Steel
Your stainless steel component can catch rust and corrode especially if it has a low content of chrome.
To protect its surface from corrosion, you need to adopt a special chemical coating process called passivation.
To undertake this, you need to clean the surface of your stainless steel with citric or nitric acid.
This helps in removing free iron on the surface of your component and giving room for chrome to quickly react with oxygen.
The formed layer of chrome oxide that gives stainless steel its stan0dard shine ensures your component is effectively protected from corrosion.
3.4. Titanium
Tatinium though known for its superior strength, can gradually suffer from corrosion especially when your component is used in harsh environments.
Chem film coating is a perfect way to keep your titanium parts safe from corrosion
3.5. Magnesium
Known for its lightweight strength, magnesium is prone to corrosion when left exposed. Chem fill coating comes in handy in ensuring that your aluminum is free from degradations caused by corrosion.
4. Common Types of Chemical Film Coatings
4.1. Chromate Conversion Coatings

Chromate conversion coating also called Alodine coating is a cost-effective chemical film coating process in which a chromate solution reacts with your metal component to form a protective and corrosion-resistant chrome-based layer.
The formed protective layer also provides you with a perfect surface for painting or powder coating.
Chromate conversion coating is commonly used on aluminum alloys, but you can also apply it to passivate other metals.
4.2. Phosphate Conversion Coatings
This is yet another category of chemical film coating where you use a phosphate acid as your conversion coating chemical solution.
This forms a protective and corrosion-resistant layer of aluminum, iron, zinc, or manganese phosphates.
Like chromate conversion, phosphate conversion also provides you with a high-adhesion surface suitable for paintwork or other secondary coating processes.
4.3. Anodizing Coating
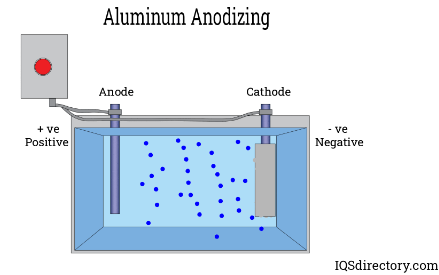
Anodizing coating is an electrolytic process of creating a corrosion-resistant layer on a metal surface.
You adopt this technique when you are keen on improving your components’ corrosion resistance, abrasion resistance, and electrical or thermal insulation. More on anodizing later in this article.
4.4. Passivation Coatings
Passivation coating is a form of a chemical film coating process that you initiate after your component has undergone the CNC fabrication process or other machining operations.
If you are working on stainless steel, for instance, its surfaces are likely to have free iron which facilitates rusting.
Passivation involves using either nitric or citric acid to react with your machined part to form a rust-resistant oxide. Passivation coating, therefore, is the process of removing such potential corrosion risks or elements.
Depending on when the coating process is done, you can still safely refer to some of the already discussed coatings above as passivation coating processes.
5. Alodine and Anodizing – Requirements, Types, & Classes
Alodine is also known as chromate conversion coating, iridite, aluminum chromate, or chem film. It involves letting a chemical conversion solution react with your metal part to form a thin corrosion and wear-resistant oxide layer.
The main chemical ingredients you require are chromium trioxide and sulfuric acid.
Aluminum chemical film coating, alodine is mostly associated with aluminum coating and is also referred to as chem film or aluminum chromate.
Chemfilm can be adopted if you do not intend to paint your component surface, or if you need to prepare your parts for painting or coating. It helps in improving adhesion for your secondary coating needs.
5.1. Alodine| Chemical Film Coating – Type 1 and Type 2
While there are different chem film coating standards, the two common ones worth knowing about are Type 1 and Type 2 which fall under the standard MIL-DTL-5541.
What differentiates them? Let’s find out…
5.1.1. Chemfilm – Type 1 MIL-DTL-5541
This is a thick chemical film coating that has a hexavalent chrome combination layer. It gives your part a gold or brown surface finish.
The chemical ingredients for your Alodine solution are chromium trioxide and sulfuric(to form chromic acid).
Apart from corrosion and wear resistance, you will also find its finish pretty appealing.
The major drawback of type 1 coating is that it is not environmentally friendly. It produces hazardous wastes which makes its application regulated.
5.1.2. Chemical Film Coating – Type 2 MIL-DTL-5541
Type 2 is a thin chem film or chromate conversion coating that can have trivalent chromium, titanium, or zirconium.
Two of its chemical coating ingredients are chromium sulfate and chromium chloride.
Because it is hexa-free, its adoption is popular within a wide range of industries.
Type 2 Alodine coating surface is resistant to corrosion and scratches.
It is also aesthetically appealing. It is a low-cost and easy-to-achieve chem film process. The coating forms a perfect surface for secondary painting or powder coating finish.
5.1.3. Advantages of Type 2 Alodine Over Type 1
Here are some of the advantages that make Type 2 Alodine coating much better than the older Type 1 option:
Much Safer | No Hazardous Wastes
Unlike type 2 Alodine which has hazardous hexavalent chromium, Type 2 coating is hexa-free, it is environment-friendly. This makes it a perfect choice for modern aluminum fabricators.
Works at Room Temperature
You can undertake the type 2 chemical film coating process at room temperature with no need for power-consuming heat tanks. It saves you huge electricity bills.
Faster and Easier Application
Compared to the type 1 coating, the type 2 Alodine coating is much faster because it requires fewer processing stages.
5.2. Alodine Coating – Class 1A & Class 3
Remember that when it comes to Alodine or chemical film coating classes, your focus should be tuned to the application areas of both type 1 and type 2 coatings.
It is a classification of their requirement areas. Now, with that clarification, let’s find out what each class brings to your application table!
5.2.1. Chemical Film Coating – Class 1A | Alodine 1200 Standards
Chemical film coatings with Alodine Type 1 protective layer fall in Class A specification standards or are generally referred to as Alodine1200.
It will provide you with superior surface protection against corrosion irrespective of whether your components have secondary coatings or not.
5.2.2. Alodine Chemfilm Class 3 | Alodine 1500 Specifications
In terms of standards, Type 2 coatings fall in Class 3 and you can also refer to them as Alodine 1500.
Class 3 Alodine is a perfect chemical film coating choice if you are looking for a surface that is resistant to corrosion but with low thermal or electrical resistance.
5.2.3. Summary Table of MIL-DTL-5541 Standard Showing Alodine Types and Classes
| MIL-DTL-5541 Standard | Type 1 – Alodine | Type 2 – Alodine |
| Type of Chromate Film Coating | Hexa-valent Chromate | Tetravalent Chromate Finish (Hex-free) |
| Class 1A (Alodine 1200) | Provides superior corrosion resistance. Can be used with or without a secondary coating | Provides superior corrosion resistance. Can be used with or without a secondary coating |
| Class 3 (Alodine 1500) | Corrosion-resistant with enhanced thermal/electrical conductivity | Corrosion-resistant with enhanced thermal/electrical conductivity |
6. Alodine vs. Anodizing Coatings – Comparisons

The main difference between the two conversion coatings is that with anodizing, you need to pass electricity through an electrolyte (electrolytic process) which does not apply to Alodine/chemical film coating.
Now, so that you do not confuse the Alodine Aluminum/chemical film coating process with Anodized aluminum(electro-chemical process), let us compare the similarities and differences these two unique processes have.
6.1. Similarities
Protective Corrosion-Resistant Layers: Both Alodine and Anodizing Aluminum have protective corrosion-resistant surface layers.
Works On Aluminum and Other Metals: Both Alodine and Anodized coatings are mostly used on aluminum but can work on other non-ferrous metals.
Safety Handling of Chemicals: Both processes involve the use of chemical solutions. Therefore, both require that you take the necessary safety precautions
Skills and Equipment Requirement: Both processes require that you have the necessary skills and equipment for flawless results.
6.2. Differences:
Coating Process: Unlike Alodine coating, anodizing is an electrolytic metal coating process
Cost and Skills Requirements: Alodine coating is a more cost-effective process with fewer equipment or labor requirements. With the anodizing process, you have to dig deeper into your pockets to get the right equipment and skilled personnel.
Thermal and Electrical Properties: Alodine coating offers less resistance to electricity than anodized surfaces.
Dyeing Options | Aesthetics: With Alodine, your color choices are limited to brown or clear. Anodizing gives you an option for more colors for enhanced aesthetics.
The thickness of Surface Layers: With the Alodine process, you get a thinner corrosion-resistant layer but with high tolerance, while anodizing gives you a thicker layer which is a more corrosion-resistant coating.
7. Chemical Film Coating Processes
While chemical film coating processes vary based on their different conversion types, here are the three major stages involved:
7.0.1. The Preparation Stage
Before you commence any chemical film coating process, you must ensure that you clean your material with the most appropriate detergent.
For your machined parts, you can go for a suitable acid cleaner or alkaline cleaner for type 1 and type 2 alodine coatings respectively
Your knowledge of the most suitable method of cleaning CNC machined parts is critical. This is because machined parts always have loads of harmful contaminants that need to be effectively removed.
After the cleaning process, your material part should be dried. You must thoroughly check the component to ensure it is free from defects.
If defects are detected, you should undertake the necessary repair work before proceeding with your conversion coating process.
7.0.2. Chemical Film Application Stage
When your material is clean, dry, and in perfect state, you then begin your chemical film coating process.
You can also immerse your fabricated part in an Alodine type 1 or type 2 solution, or adopt an electrolytic or anodizing process until the desired thickness layer is formed. This process can take between 1-3 minutes.
7.0.3. Chemical Film Curing Stage
Once the desired thickness of your chemical film layer has formed, you need to rinse the material. If your coating is chromate-based, give it up to 24 hours for the coat to cure fully.
You may accelerate the process by heating the material, but make sure your heating temperature does not exceed 70 degrees Celsius ( 158 degrees Fahrenheit). Curing at higher temperatures has the adverse effect of degrading your protective layer.
7.1. Type 1 and Type 2 Alodine – Chemical Film Coating Processes
7.1.1. Type 1 Chromate Conversion Process
For a Type 1 or a hexavalent chromate finish, the following are the main process stages involved.
Step 1: Component Cleaning
Cleaning your component with clean water and a suitable mild detergent is an important preparation stage. It aims to ensure that your metal part is free from contaminants such as dust, dirt, oil, and any other particles resulting from the machining process.
Step 2: Rinse and Dry
After cleaning, clean your metal part with clean water and let it dry. You can use various drying approaches air drying or air blowing
Step 3. Alkaline Etching
Use Sodium Hydroxide to etch your aluminum or metal part in preparation for the chemical film coating
Step 4. Rinsing
Rinse the components using clean water
Step 5: Deoxidation & Desmutting
Use a suitable deoxidizer such as mild nitric acid or any other suitable combination to get rid of the oxidation layer and to leave your metal part fresh and shiny.
Step 6. Rinsing
Rinse your now-ready metal part
Step 7. Chemical Film Coating
Now, immerse the part in your chromate coating solution which is chromic acid for 5 minutes
Alternatively, you can brush your part or spray it with the chemical film coating solution.
Step 8. Rinsing
Remove and rinse your freshly coated metal part to stop any further etching process
Step 9. Warm-water Rinsing
For enhanced cleaning and quality finish on your component.
Note: Always ensure that you do a water-break test to ensure your part is free from contaminants.
7.1.2. Type 1 Chromate Conversion | Chemical Film Coating Process
For the Type 2 Alodine finish, the two processes are the Acid Clean method and the Alkaline clean method
Acid Cleaner Process
The acid-cleaning process consists of the following steps:
- Clean your metal part using mild acid
- Remove and use clean water to rinse the part to ensure it is free from any acid
- Apply Tetravalent chromium, titanium, or zirconium coating chemicals through immersion, brushing, or spraying where applicable
- Rinse with clean water to remove excess coating chemical
- Second rinse for enhanced cleaning
- Allow to dry and cure for at least 24 hours.
Alkaline Cleaner Process
- Clean with an alkaline solution – Sodium hydroxide
- Rinse with clean water
- Deoxidize with a mild acid to etch the metal surface
- Rinse With clean water
- Apply Hex-free chemical film coating solution
- Rinse to remove excess chemicals
- Second Rinse
- Leave to dry and cure for at least 24 hours
Note: After rinsing your parts, you should do a water-break test to ensure that your part is free from contaminants before proceeding to the next step. More process details are covered under repair and maintenance
8. Chemical Film Coating – Benefits | Advantages, & Disadvantages.
8.1 Benefits & Advantages
The following are some of the main benefits and advantages you will derive by adopting the chemical film coating, especially on your aluminum parts:
Cost-effective and Easy/Fast Application.
Chemical film coating application methods of immersion, spraying, or brushing are easy and cost-effective. You do not have to spend on expensive equipment. Its application is also much quicker if you compare it with other processes such as painting or anodizing options.
Improved Corrosion and Wear Resistance | Improves Durability
Chem film coating leaves your components’ surfaces hardened and therefore, resistant to both corrosion and wear. This makes their performance better in harsh environmental conditions.
With your parts protected surface layer, their durability will be greatly enhanced.
Improved Surface Lubricity | Lubrication Carrier
Chem film coating improves the surface lubricity of your components. This helps in reducing friction and wear, improves performance, and lowers your maintenance cost.
Reduces Metal Surface Porosity
Technical metals such as aluminum, copper, and magnesium among others are known to be porous. Chemical film coating helps in sealing their surfaces from harsh environmental elements. It also makes your parts’ surfaces smoother and more appealing.
Primer for Organic Painting or Powder Coating | Improves Adhesion
If you plan on giving your machined component a perfect paintwork or powder coating, then chemical film coating is an effective primer or undercoat for your final painting work.
The coating improves the adhesion to ensure your paints or powder coatings are strongly bonded to your metal part and stay longer!
Thin Film Coat for Tight Tolerances
If your final part is of a complex shape and is meant to be used in areas where very little tolerance is desired, do not worry.
Chemical film coatings are thin and, therefore, will not adversely affect your component’s application.
Ability To Work On Large Components
The simplicity of the chem film coating technique allows you to easily and cheaply work on components that can be as large as 144 inches (12 ft).
Since immersion may not be easy for large parts, all you need to do is spray or brush your parts with a suitable chemical conversion solution.
Enhanced Thermal and Electrical Conductivity
The chem film coatings leave a thin surface layer with improved levels of f thermal and electrical conductivity. This makes the process ideal for use in products such as heat sinks.
Ability to Process Large Volumes
Because the chemical film coating process is easy and fast, you can work on several parts within a very short time. Therefore, processing parts in large volumes to fulfill order requirements will not be your main worry.
8.2 Chemical Film Coating Drawbacks/Disadvantages
Here are some drawbacks you are likely to experience when using chem film coating techniques:
The Preparation Stage Can Be Costly
Adequate preparation is required before undertaking the chemical film coating process which can be expensive in terms of materials and equipment requirements.
Remember that the preparation stage also includes the initial cleaning process.
Vulnerable to Scratches
Because the chromate conversion coating is a thin protection layer compared to anodized surfaces, your components’ surfaces will be vulnerable to scratches or abrasion forces.
This gradually degrades their corrosion resistance while making them lose their aesthetic appeal much faster.
Chemicals Used Are Toxic | Hazardous Risks
The chemical solutions used in the chemical film coating can be hazardous to your skin and eyes and require safety measures when handling. Hexavalent chromium coating is regulated because it is hazardous.
Limited Choice of Desired Colors
While with an anodizing process, you can get a wide range of surface colors, the chemical film coating process does not provide you with such a luxury.
Possible colors are limited to brown or gold for the hexavalent chromium layer and a clear finish for the trivalent chromium finish.
Layer Removal During Servicing is Difficult
Sometimes your maintenance or repair tasks may require that you remove chemical film coatings from your components. You will find this a demanding and time-consuming undertaking.
Increases Thermal Insulation
In some areas temperature maintenance is critical. If your components are to be used or installed in such areas, then their chemical film coating especially of Type 2 can create an undesirable thermal insulation layer.
Surface Prone to Mechanical Damages
If your parts are to be exposed to mechanical forces then their chemical film coatings will be easily damaged by abrasion forces.
In such a situation, you must consider other secondary coating options to effectively manage the potential risks, and to guarantee the desired durability.
9. Standards and Specification- Aluminum Alloy Chemical Film Coatings
Chemical film coating standards refer to categories of conversion coatings whose specifications suit particular industry applications.
The table below shows some of the most commonly used conversion coating standards that as a fabricator, you ought to be knowledgeable about.
| Standard | Specification Description |
| MIL-DTL-5541 | A commonly used military specification for chemical film coating on Aluminium and its alloys. Are of different types and classes. the standard used by those undertaking chemical conversion coating processes such as metal fabricators |
| MIL-DTL-81706 | Commonly used on aluminum and its alloys. Used by manufacturing of chemical film coating chemicals. |
| AMS 2474 | Aerospace specification for aluminum alloy treatments where low thermal or electrical resistance is desired |
| ASTM B449 | Standard for aluminum chromates used as a primer or base for secondary organic coatings |
| ASTM B921 | The standard specification applies to Hexa-free Alodine finish (on aluminum or aluminum alloys). The specifications share some similarities with Type2 -MIL-DTL-5541 |
| ISO 8081 | Aerospace specification standard for general-purpose chemical film coating for aluminum and its aluminum alloys. Focuses on standard requirements for the production and testing of chemical conversion coatings. |
| AMS-2473 | Aerospace specification standard for general-purpose coating of aluminum base alloys, and comparable to MIL-DTL-5541 Class 1A |
| BAC 571 | Boeing specification on the chemical film coating processes involving aluminum and aluminum alloys. The standard shares some similarities with the MIL-DTL-5541 standard. |
10. Industry Applications of Chem Film Coating
10.1. Aerospace Industry

Aircraft external parts are exposed to a wide range of extreme weather conditions both on the ground and in the air.
So, chem film coating is used to offer them effective protection against corrosion and abrasion. This limits tear and wear and improves durability
10.2. Marine Industry
You will find chemical film coating important in protecting aluminum, stainless steel, and other metal parts that are used within the marine industry.
Parts such as the hull and propellers among others, require chemical film coatings to resist surface corrosion as they are exposed to harsh seawater environments
10.3. Electrical Industry Application
If your electrical parts such as wires or connectors have no protective layers on their surfaces, they will be prone to both corrosion and wear.
With chemical film coatings, you protect them against various environmental hazards such as water and moisture.
10.4. Military and Defence Applications
Metallic military weapons and equipment are designed for use in different weather conditions. With chemical film coating, they are protected from extreme weather conditions that would expose them to corrosion and wear.
10.5. Architectural Industry Parts
Your metallic architectural components or hardware are exposed to corrosion if exposed to external elements.
The chemical film coating process ensures they are adequately protected for the desired durability and aesthetic appeal.
10.6. Automotive Industry
In the automotive industry chemical film coating processes such as zirconium and titanium conversion coatings have gained popularity for their corrosion resistance and enhancing adhesion to paint.
11. Repair & Maintenance – Alodine & Anodized Finishes
11.1. General Maintenance of Chemical Film Coatings
Chemical film coatings such as Alodine or anodized surfaces require maintenance both during their installation and periodically thereafter.
When your parts such as architectural aluminum or other anodized building components are neglected without proper maintenance, their protective layers can gradually get compromised.
To ensure their durability, periodic cleaning to remove the accumulated dirt and dust is important. When left, they are bound to facilitate the weathering of your components’ surfaces.
For external structures such as architectural aluminum, cleaning every 12 months is recommended.
However, if your structures or parts are exposed to extreme weather, consider cleaning them more frequently using a mild soap to maintain their conditions.
Ensure that your cleaning method is suitable for your type of finish.
More resources on how best to clean your anodized finishes are here.
11.2. Repairing Your Chemical Film Coating
As a metal fabricator, your customers may ask for repairs on chemical film coatings on a wide range of parts. You may also do a repair to correct defects on your newly coated parts.
The level of maintenance or repair that your parts require is determined by the design of the part, the type of coating it has (Alodine or Anodized), the age of the coating, and the level of surface defects.
You must adhere to all the necessary safety precautions during your repair or maintenance process.
Because you will be handling acidic chemicals, you should have the appropriate safety wear such as chemical-resistant hand gloves, eye-protection glasses, and a knee-length overcoat.
So, how do you assess if your part requires maintenance or repair?
If your answer is yes to the following questions, then your metal surface is defective and needs maintenance or repair:
- Does the surface appear loose and powdery?
- Does the surface layer coating look irregular?
- Does your metal surface look drab in color?
- Has the part failed the salt spray test?
Note: If your metal part is painted, use the recommended chemical to remove the paint layer. For a powder-coated surface, consider the most suitable method of removing the powder coating before you proceed.
11.2.1. Repair of Fine and Minor Scratches
At times your chemical film coating may have fine scratches that make it look less aesthetic.
You repair these by cleaning the surface, letting it dry, then applying a suitable fine polish or buffing compound.
Take caution not to use abrasive cleaners because they can easily damage your component’s thin protective layer.
11.2.2. Repair of Damaged Chemical Film Coating/Alodine
Before you proceed with any repair on a damaged chemical film coating, identify if the finish is an alodine finish or anodized.
If the surface damage also affects the metal, then focus on removing the entire coating layer to enable you to repair the metal surface before preparing it for a fresh chemical conversion process.
The repair stages are:
1. Surface Cleaning
Thoroughly clean your component with any suitable cleaning method such as a solvent cleaner or abrasive cleaner.
This is necessary to ensure that the component’s surface is free from dirt or any contaminants.
2. Surface Preparation – Etching | Removal of Alodine Layer
Fresh Alodine Coating Removal
This involves removing the defective layer of Alodine finish from your parts. If you are repairing a new Alodine 1200 finish or the improved Alodine 1500, then simply immerse the part in a 1:1 nitric acid
Wait for about 5 minutes then remove, rinse, and dry the part.
Old Alodine Finish Removal
Old Alodine finish is difficult to remove. To do this successfully, your part needs alkaline etching followed by an acid bath
Alkaline Treatment: You immerse your part in Sodium hydroxide(Caustic soda) with a concentration of 100-150 g/l.
To facilitate the etching process, a temperature of between 104° F to 140° F is recommended.
Acid Treatment: After etching, you immerse it in a 30% to 50% nitric acid solution for desmutting to remove smut.
Note: Excess use of the etch acid can damage your metal surface. Wastes from hexavalent coatings are hazardous and should be handled and disposed of carefully.
3. Alodine Solution – Chemical Film Coating Treatment
You immerse the part being repaired in a suitable Alodine solution. You can also apply the solution using a brush, or by spraying. Wait a few minutes for the coating to dry
Note: The chemical conversion coating solution to use for your repair depends on the type of chemical film coating you want to apply.
4. Clean/Rinse The Surface
Clean and rinse your part and let it dry
5. Curing
Wait for up to 24 hours for the part to thoroughly cure and be ready for use. You can also shorten the curing period by exposing the part to your coating’s specified temperature range.
The curing temperatures you set must correspond with the specifications of the chemical film coating you are applying.
For instance, if your chemical film finish is Alodine 1200, set the curing temperature between 40 to 70 degrees Fahrenheit. For Alodine 1500, set the temperatures to 70 – 160 degrees Fahrenheit.
Note: Setting higher temperatures than the recommended levels will negatively impact your repaired coating.
After curing, your component is ready for other secondary coating if needed, or ready for application as it is.
11.3. Repair of Damaged Anodized Metal Finish
For repair work on anodized aluminum components, you must be aware of the different types of aluminum anodizing processes.
Your knowledge will guide you in identifying the most appropriate approach for repairing any damaged anodized finish.
So, even though the repair guidelines we detail here are general and more focused on aluminum alloys, it is important that your repair process is based on a particular and desired anodized finish.
Getting the right repair and maintenance guidelines from the part’s supplier, or specification details will guide you on how best to undertake the repair.
Generally, repairing a damaged anodized part is not as easy as that of an Alodine finish. The coat is extremely hard to remove.
So, if only a section is damaged, you can mask the unaffected part and then repair the damaged part.
11.3.1. Chemical Film Coating Repair – Minor Scratches on Anodized Surface.
- Mask the part of your anodized part that is not affected by surface scratches.
- Apply Sodium Hydroxide to the affected part to rip off the metal oxide finish
- Rinse your part in de-ionized water to get rid of Sodium Hydroxide
- Begin a fresh anodization process using sulphuric acid or chromic acid
- Apply the cathode rod to the metal surface to be anodized
- Wait until the thickness of the formed metal oxide matches that of the unaffected surface.
- Remove and rinse the part.
11.3.2. Chemical Film Coating Repair -Damaged of Both Metal and Anodized Layer
For extended damages on both the anodized finish and the metal substrate, you need to remove the entire anodized layer, repair the metal surface, and re-anodize it afresh.
The first process after cleaning and drying your surface-damaged part is striping off the anodized layer, or removing its metal oxide finish. This is followed by a re-anodizing process.
Here are the general stages of the metal and anodized finish repair process:
- Clean the component you need to work on and let it dry
- Pour deionized water into a suitable Stainless steel container
- Gas-heat the liquid to a temperature of between 140 to 160 degrees Celsius
- Add nitric and oxalic acid to the already heated “ID” water
- Immerse your damaged part in the acid mixture
- Leave the parts for about 15 minutes. The metal oxide layer will be removed
- Remove the parts and rinse in fresh deionized water
- Repair the damaged metal surface using suitable methods to ensure it is scratch-free
- Initiate a fresh anodization process by applying cathode rode to the whole metal part
- Wait until the desired metal oxide thickness is reached
- Remove and rinse your fully repaired and anodized metal parts.
Note: Different types of anodized finishes may require different repair approaches. Ensure that the method you adopt is suitable and recommended for your specific metal alloy or type of anodized surface.
12. Conclusion
Chemical film coating or conversion coating is an essential fabrication process that ensures the effective protection of your parts for their effective and long-term performance.
The two main conversion coating processes are the chromate conversion process and anodizing. So, your selection of the right chemical film coating process or repair should be based on the type of metal component you are working on, its application, and the desired protective coating.
Type 1 chromate coating is an easy process if your part requires a thin corrosion-resistant layer that is also less resistant to electricity.
However, because of its restrictions on the use of hazardous hexavalent chromium, its use has continued to decline due to restrictions imposed on its use.
However, the Type 2 Alodine finish is hexa-free and environment-friendly. Therefore, it continues to be popular and is the ideal choice for your architectural aluminum fabrication projects.
Anodizing which is an electrolytic process is another form of conversion coating for thicker protective layers that are corrosion-resistant, wear-resistant, and with enhanced thermal insulation.
Periodic maintenance of all your structures with chemical film coating is critical in ensuring they perform better for longer.
As a fabricator, you should also focus on having an in-depth knowledge of how best to repair the different types of anodized metals, especially aluminum alloys.
Your full knowledge of the metal you are working on, the type of chemical film coating required, and the processes involved are critical.
Engaging the services of a reliable metal fabricator with adequate knowledge and experience in chemical film coating technology is the best approach to ensuring that nothing goes wrong.

